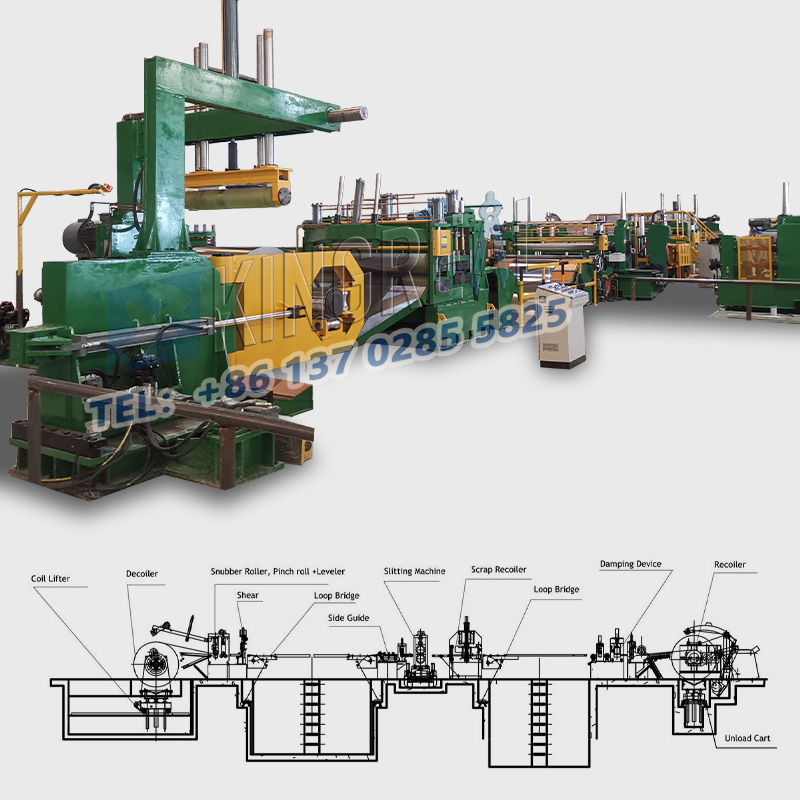
Während des Slittings vonSpulenschlitzmaschineEs ist möglich, aufgrund des Einflusses einiger unerwünschter Faktoren eine Verformung des Stahlstreifens zu verursachen, und das häufigere Phänomen ist die Erzeugung von transversaler Biegung. Es gibt viele Faktoren, die dieses Problem verursachen können, z. B. das Auftreten von Holzbiegung.
Zum Beispiel wird während des Rollverfahrens des Holzes eine Spannung in sich erzeugt, was zu einer potenziellen Restspannung wird, und aufgrund der Slittungsmaschine geht das Spannungsgleichgewicht verloren und Biege wird dargestellt.
Viele liegen auch auf den Scherprozess des Streifens in den Slitting Machine -Geräten aufgrund des Auftretens offensichtlicher Burrs oder Grat auf beiden Seiten der Inkonsistenz und Biegung zurück. Zum Beispiel im Wicklungsprozess, da es eine Grat -Seite und eine größere Seite der Plattendicke gibt, ist der Volumendurchmesser groß und erzeugt einen ausgestellten Lauf, um den Rand der Verlängerung der Biegung zu bilden. Diese Situation sollte auf der anderen Seite der geeigneten Papierdicke oder aufgeteilte Verarbeitung eingesetzt werden.

Darüber hinaus kann es auch auf die Unebenheit der Streifenkante, das Vorhandensein von Wellen, die zu seiner Kantendicke führen und eine Schnäppchenverlängerung oder die Slitter -Klingen -Seitsplintering, die Klingen und einen unangemessenen Kontakt zwischen der Rauheit der Klingenseite und der Herstellung von Streifenkantenwellen verursachen. Spezifische Gegenmaßnahmen sind: Erhöhen Sie die horizontale Räumung, um den Seitendruck zu verringern. Wählen Sie die für das Material geeignete Klinge aus.
Darüber hinaus können wir während des Slittings auf das Problem der horizontalen Faltung des Stahlstreifens stoßen. Für eine solche Situation kann der erste auf die Klinge zurückzuführen sein, die an der Produktion von Faltmarken beteiligt ist. Wenn der Slitter beispielsweise eine schmale Streifenbreite schneidet, wird der Streifen von den beiden äußeren Klingen gefangen, da die Fingerpresse die Lücke zwischen den beiden Außenkanten nicht füllt.
Darüber hinaus kann es an den Wicklungsrollenkiefern an der Faltmarke zurückzuführen sein, dem Stahlstreifen in der Wicklungsmaschine, um einen Kreis zu wickeln, wenn es nicht schließt, und in diesem Zustand der Expansion wickeln weiterhin, wenn sie erzeugt werden.
Beim Betrieb der Slitting Machine -Geräte können Sie auch feststellen, dass auf der Oberseite des Slitting -Produkts offensichtliche Messerspuren vorhanden sind, die wahrscheinlich durch die von der Platte erzeugten Messerspuren verursacht werden, die aufgrund der Platte und der durch Plattenhöhe inkonsistenten Inkonsistenz zu viel Druck auf den Stahlstreifen drücken. Oder die Messerspuren können durch die nach oben und nach unten gerichteten Sprünge des Werkzeugs verursacht werden.