Heiße gerollte Schlittenlinieist eine wichtige Produktionsausrüstung, die in der Metallverarbeitungsbranche weit verbreitet ist. Seine Hauptfunktion besteht darin, eine breitere heiß-rollte Metallspule in mehrere Streifen der erforderlichen Breite entlang der Länge zu schneiden. Diese Streifen werden normalerweise in anschließenden Roll-, Blanking-, Kalt- und Stempelprozessen verwendet und werden zu den grundlegenden Materialien für verschiedene industrielle Produkte. In diesem Artikel wird der Workflow, die technischen Parameter, die gängigen Betriebsprobleme und Lösungen der heißen gerollten Slitting -Maschine im Detail vorgestellt. Wenn Sie weitere Parameter oder Videoinformationen erhalten müssen, sollten Sie den KingReal Steel -Slitter konsultieren!

Heiße gerollte Platten sind Stahlplatten oder Streifen, die nach dem Erhitzen gerollt werden. Zu den Hauptvorteilen gehören:
Hohe Zähigkeit: Heiße gerollte Platten werden bei hohen Temperaturen verarbeitet, was einen gewissen inneren Stress beseitigen und die Zähigkeit des Materials verbessern kann.
Kosteneffizienz: Im Vergleich zu kalten gerollten Tellern weisen die heißen Rollenplatten niedrigere Produktionskosten auf und eignen sich für eine großflächige Produktion.
Hohe Produktionseffizienz: Heißgerollte Slittungsmaschinen können große Spulen schnell und effizient in die erforderliche Breite bringen, um sich an Veränderungen der Marktnachfrage anzupassen.
Aufgrund dieser Merkmale wurden mit heiß verstrichenen Platten häufig für Baustrukturen, schwere Maschinenherstellung und andere Felder eingesetzt.
|
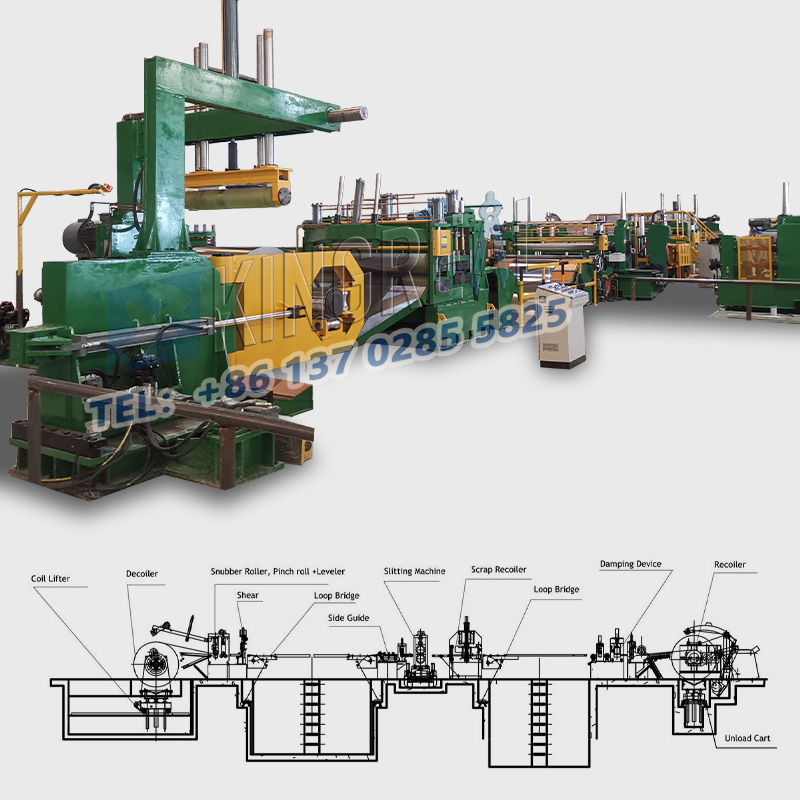
Laden fürHeiße gerollte Schlittenlinie: Der Bediener füttert die heiß gerollte Spule in den Deziler -Dorn. Abflocken für die heiße gerollte Slittungsmaschine: Der Dekoiler entspannt die Hauptspule und füttert den Stahl in den Schlittenkopf. Slitting für die heiße gerollte Schlitzlinie: Am Schlitzkopf wird der Stahl durch eine rotierende Klinge in mehrere schmale Streifen geschnitten. Inspektion auf heiß gerollte Slitting -Maschine: Der Bediener inspiziert jeden Strang, um sicherzustellen, dass die Spezifikationsbreite und der Randzustand den Anforderungen entsprechen. Stressabbau für die heiße Röbellinie: Die Stränge gehen durch ringförmige Gruben, um die Spannung des Materials nach dem Schlitzen zu beseitigen und sicherzustellen, dass sie ohne Biegen zurückspulen. Bündelung und Verpackung: Bündel und Verpacken Sie jeden Strang gemäß den Kundenanforderungen. |
 |
Modell
Modelll 1
Modelll 2
Modelll 3
Modelll 4
Originalspule
Heißrollte Teller
Heißrollte Teller
Heißrollte Teller
Heißrollte Teller
Materialstärke
0,8 mm-6.0mm
0,8 mm-6,0 mm
2,0 mm-12,0 mm
3,0 mm-16,0 mm
Materialbreite
1600 mm (max)
1800 mm (max)
2000 mm (max)
2200 mm (max)
Spulengewicht
30ton (max)
30ton (max)
30ton (max)
30ton (max)
Breite Genauigkeit
± 0,15 mm
± 0,15 mm
± 0,2 mm
± 0,3 mm
Einheitsgeschwindigkeit
120 m/min (max)
120 m/min (max)
80 m/min (max)
60m/min (max)
|
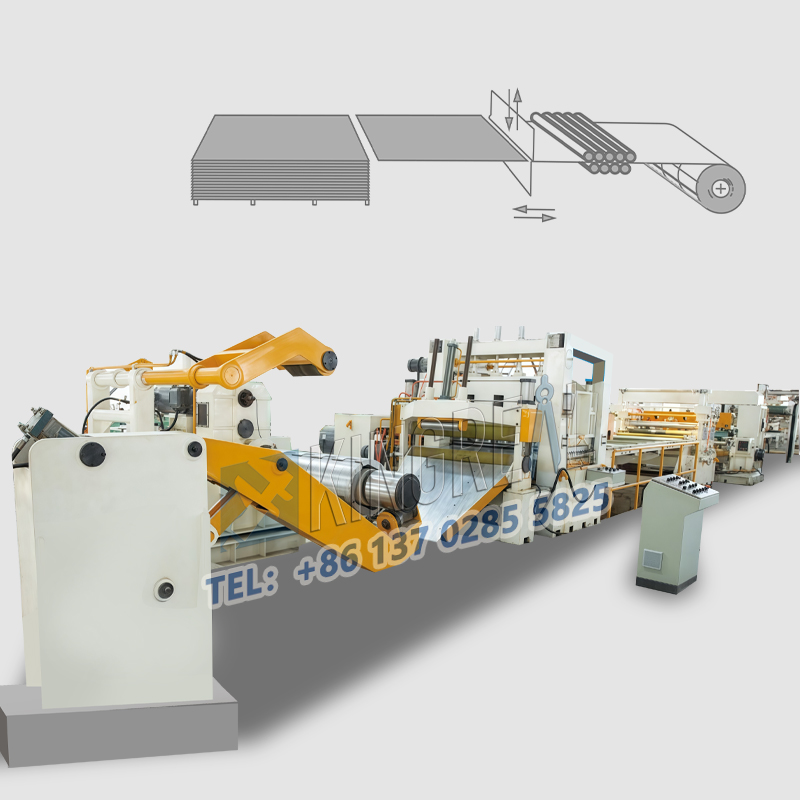
° Ein bemerkenswertes Merkmal vonHeiße gerollte Schlittenmaschineist, dass es gleichzeitig bis zu 40 schmale Streifen schneiden kann. Diese Funktion erfüllt die Bedürfnisse der Kunden nach großem Maßstab. Mit der Beschleunigung der Industrialisierung wächst die Marktnachfrage nach Metallstreifen, insbesondere in Branchen wie Bau, Automobilherstellung und Haushaltsgeräten. Mit der hohen Slittungskapazität der Heißverletzungslinie können die Hersteller in kurzer Zeit eine große Anzahl qualifizierter Produkte bereitstellen, wodurch die Produktionseffizienz verbessert und die Kosten gesenkt werden. |
 |
|
② Erfüllte automatisierte heiße gerollte Slitting -Maschine Die heißen Röbellinie nimmt ein vollständig automatisiertes Design an und ist mit einem fortschrittlichen Steuerungssystem ausgestattet, um einen Hochgeschwindigkeitsbetrieb zu erzielen. Die maximale Produktionsgeschwindigkeit kann 120 m/min erreichen, was bedeutet, dass mehr Materialien pro Zeiteinheit verarbeitet werden können, was die Produktionseffizienz weiter verbessert. Das vollständig automatisierte Design reduziert nicht nur die Bedarf an manueller Eingriffe, sondern reduziert auch die Möglichkeit menschlicher Betriebsfehler und verbessert die Produktkonsistenz und -qualität. Das automatisierte Steuerungssystem der Hot Rolled Slitting Line kann den Produktionsprozess in Echtzeit überwachen und die Parameter rechtzeitig anpassen, um die Bedürfnisse verschiedener Materialien und Dicke zu erfüllen. |
 |
|
③Customisierte heiße gerollte Schlittenmaschine Um die Bedürfnisse der Kunden besser zu erfüllenS Customized Hot Rolled Slitting Line Solutions. Laut den von den Kunden und den tatsächlichen Produktionsanforderungen bereitgestellten Zeichnungen kann Kingreal Steel Slitter unterschiedliche Lösungen für die Herstellung von Heißverlusten für Slitting Machine entwerfen, um die Effizienz und Glättung des Produktionsprozesses für Kunden sicherzustellen. KingReal Steel Slitter Heiße Röbelschleitungsmaschinen sind in drei Haupttypen unterteilt, um sich an Spulen verschiedener Dicke anzupassen: Leichtmessgeräte -Seilmaschine: Spezialisiert auf die Verarbeitung von Spulen mit einer Dicke von 0,2 mm bis 3 mm. Seilmaschine mit mittlerer Messmaschine: Geeignet für Spulen mit einer Dicke von 3 mm bis 6 mm. Seilmaschine mit schwerer Messmaschine: Spulen mit einer Dicke von 6 mm bis 16 mm verarbeiten. |
 |
DerHeiße gerollte Schlittenliniekann während des Slittings seitliche Biegung erzeugen. Es kann durch die folgenden Gründe verursacht werden:
1. Rohstoffe Biegung:
Die Spannung der Stahlplatte wird während des Rolling -Vorgangs nicht vollständig beseitigt. Nach dem Längsscheren wird die Spannung freigesetzt und die Platte gebeugt. Wenn die Spannung in der Mitte der Platte auf beide Seiten freigesetzt wird, biegt sich die Platte nach außen; Wenn die Spannung auf beiden Seiten der Platte in die Mitte freigesetzt wird, biegt sich die Platte in die Mitte.
2. Biegung aufgrund von Burrs:
Die Burrs sind aufgrund einer unsachgemäßen Einstellung des Klingenspaltes während des Längsschers größer. Beim Rollen entsprechen die Grat an der Kante einer größeren Plattendicke, wodurch sich die Kante dehnt und sich verbeugt.
3. Biegung aufgrund unebener Lücken zwischen den oberen und unteren Klingen:
Wenn die linken und rechten Lücken größer sind, ist auch die Eindrücke des Scherteils größer, und die Seite mit einer kleineren Lücke als der linken und rechten Lücken hat eine größere Dehnung, sodass es sich biegt.
4. Biegung durch ungleiche Spannung:
Beim Rollen sollte die gleiche Spannung auf die gesamte Breite der Stahlplatte aufgetragen werden. Wenn die Spannung auf einer Seite konzentriert ist, tritt eine Biegung auf.
5. Biegung durch die schnelle Bewegung der Abweichungskorrekturvorrichtung:
Während der Verarbeitung ist die Geschwindigkeit der Abweichungskorrektur zu schnell, dass die Seite mit der Abweichungskorrektur teilweise verlängert und gebogen wird.
Wenn das Blechmaterial nach Längsscheren gebeugt ist, wird es die Qualität der Blechwalle ernsthaft beeinflussen, sodass es beseitigt werden muss. Die Gründe wie Blechrollen, Ausrüstungsanpassung und Betriebsmethode sollten beachtet werden.