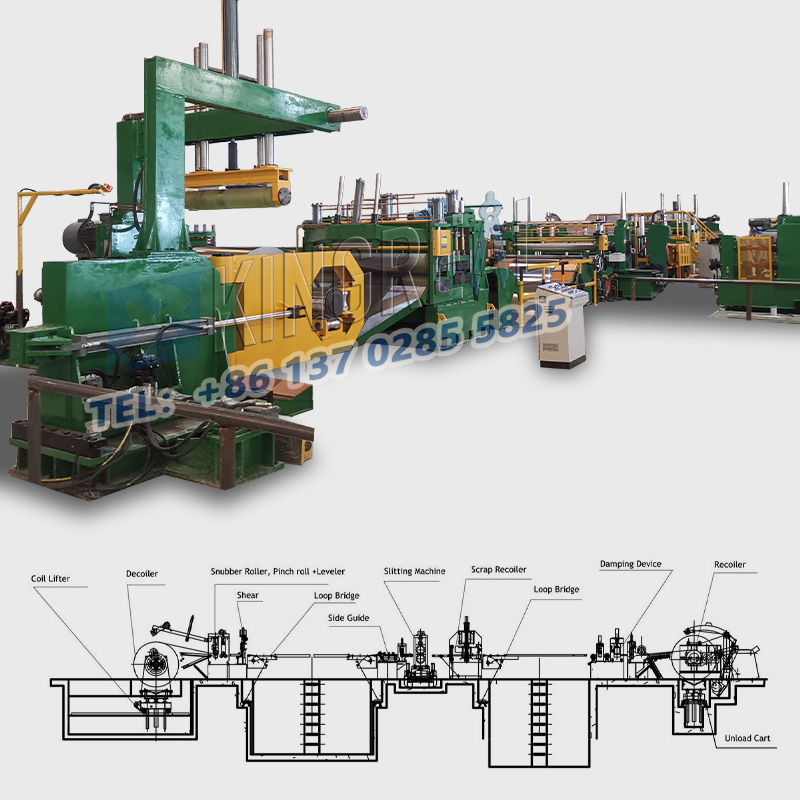
(I) Kalibrierung vonschwere Messgeräte bis Länge LinieKernkomponenten
Futterrolle Präzision:
Überprüfen Sie regelmäßig die Parallelität der Rollenoberfläche. Der Fehler muss innerhalb von ≤ 0,05 mm/m gesteuert werden und verwenden Sie mit einem Fühlermesser den Spalt zwischen der Rolleroberfläche und der Plattenoberfläche. Wenn der Verschleiß 0,1 mm überschreitet, muss er gemahlen oder ersetzt werden. Verwenden Sie ein Laserinterferometer, um den Servomotor-Encoder zu kalibrieren, und die Genauigkeit der Vorschubpositionierung muss ≤+0,1 mm während des Hochgeschwindigkeitsschneidens sein.
Scherenklingenkalibrierung:
Die Parallelität der oberen und unteren Klingen muss bei 0,02 bis 0,05 mm gehalten werden, was durch Fühlermessgeräte und Zifferblattindikator nachgewiesen werden kann: Der Spalt zwischen den Klingen wird nach der Dicke der Platte eingestellt, beispielsweise der Spalt zwischen dünnen Platten (≤2 mm) beträgt 0,01-0.03mm und der Lücken zwischen mittleren und dicken Platen (2-6mm).
Der Vertikalitätsfehler der Klinge beträgt ≤ 0,03 mm/100 mm. Wenn es die Toleranz überschreitet, muss die Vertikalität des Werkzeughalters vom Shim angepasst werden.
(Ii) tägliche Wartung von schwerer Messgeräte, um die Maschine zu längen
Schmiersystem für schwere Messgeräte zur Länge der Länge: Überprüfen Sie die Getriebeölspiegel jede Woche, steuern Sie die Öltemperatur des Wellendrucksystems bei 40-60 ° und eine spezielle Schneidflüssigkeit mit einer Viskosität von 32-46 cst täglich auf die Führungsschiene.
Elektrisches System für schwere Messgeräte zur Länge Maschine: Wischen Sie den Encoder, das Gitterlineer und andere Sensoren jedes Viertel mit Alkohol ab und ersetzen Sie die Motorkohlenstoffbürste, wenn es mehr als 1/3 getragen wird. Befestigungsteile: regelmäßig das t überprüftOrque des Werkzeughalters und Fütterungsmechanismusschrauben, beispielsweise muss das Drehmoment des M12-Bolzens bei 80-100 n · m gehalten werden.

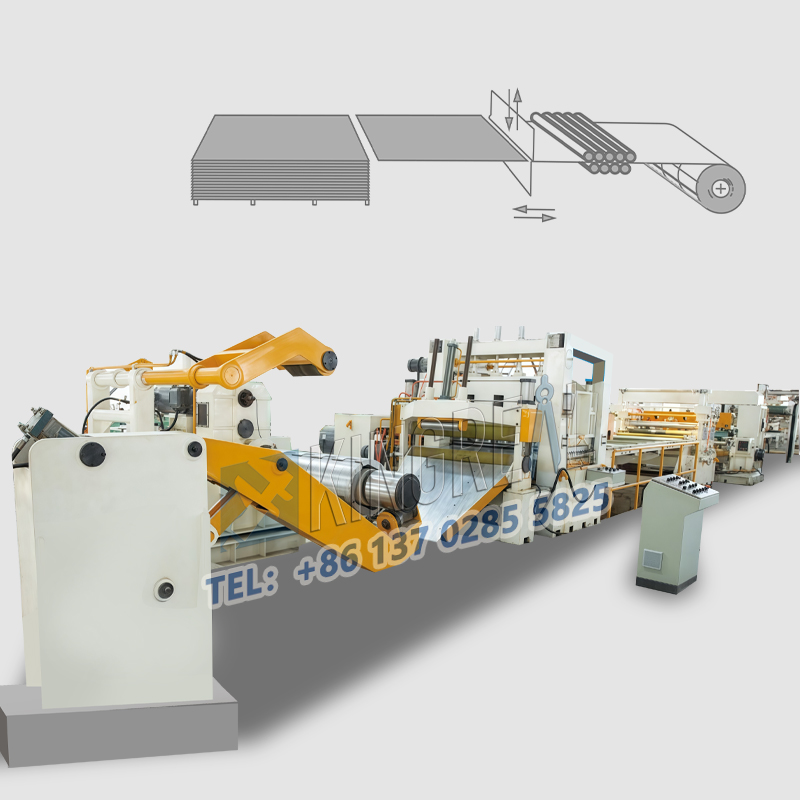
(I) Anpassungsgeschwindigkeit und Fütterungsgeschwindigkeit
Die Geschwindigkeit von Platten mit unterschiedlichen Materialien und Dicken muss entsprechend eingestellt werden: Kaltstahlplatten (0,5-3 mm) Schneidgeschwindigkeit 30-80 m/min, Futtergeschwindigkeit 25-70 m/min, das Kühlsystem muss beim Hochgeschwindigkeitsschnitt eingeschaltet werden. Edelstahlplatten (1-5 mm) Schnittgeschwindigkeit 15-40 m/min, Fütterungsgeschwindigkeit 10-35 m/min und die Klinge muss mit Blechbeschichtung überzogen werden. Aluminiumlegierplatten (0,8-4 mm) Schneidgeschwindigkeit 40-100 m/min, Fütterungsgeschwindigkeit 35-90 m/min, Sprühschneidemeldung wird verwendet.
(Ii) Klingenwinkel und Pressekraft-Einstellung des Klingenwinkels: Scherwinkel (oberer und unterer Klingenwinkel) wird gemäß den Eigenschaften der Platte eingestellt, 5-8 "für dünne Platten, 8-12" für mittelgroße und dicke Platten, 12-15 "12-15". Für harte Materialien wie hoher Stahlstahl. Der Back-Back-Back-Face-Neigungswinde ist im Allgemeinen. Eingestellt nach der Dicke der Platte, 2-3KN für 1 mm Platte, 2-3KN für 3 mm Platte 5-7KN, Echtzeitüberwachung durch Drucksensor, kann unzureichender Druck leicht zu einer Verzerrung von Platten führen.

(I) Akzeptanzstandards für Spulen/Teller
Flachheit: Stahlplattenseite Biegung ≤ 1 mm/m, Welligkeit ≤ 3 mm/2m, vor dem Schneiden muss außerhalb der Toleranz geändert werden:
Härteabweichung: Härteunterschied von Platten in derselben Charge ≤ 15 HB, zufällige Inspektion mit Rockwell -Härtenprüfer, ungleichmäßige Härte führt zu inkonsistenten Klingenverschleiß.
(Ii) leere Vorbehandlung
Oberflächenreinigung: Entfernen Sie die Ölflecken und die Oxidskala (können mit Aceton oder mechanisch poliert werden), Restverträge verschlimmern die Klingenverschleiß; Spulenabspannung: Einstellen nach Dicke, 0,5 mm Plattenspannung 50-80 n/mm, 2 mm Platte 150-200 n/mm, unzureichende Spannung kann leicht zu Fütterungsschuppen führen.

(I) Vor-Job-Trainingspunkte fürschwere Messgeräte bis Länge Linie
Praxis der Parametereinstellung: Lernen Sie, die Übereinstimmungsregeln verschiedener Materialien "Speed-Lücken-Druck" zu erfassen, beispielsweise beim Schneiden von 3 mm Edelstahl, den Klingenspalt 0,05 mm, drückende Kraft 6KN; Lernen Sie die Verwendung automatischer Tool -Einstellungssysteme wie Laser -Tool -Einstellungsinstrumente und Werkzeugeinstellungsgenauigkeit ≤ 0,02 mm.
Abnormale Beurteilungsfähigkeit für schwere Messgeräte zu Länge Maschine: Stoppen Sie die schwere Länge sofort, um die Klingenkante zu überprüfen, wenn abnormale Geräusche wie Klingenkollision hören. Wenn der Grat auf der Schnittfläche 0,1 mm überschreitet, beurteilen Sie, ob es sich um einen Klingenverschleiß oder eine zu große Lücke handelt.
(ii) Standardisierung des Betriebsprozesses für schwere Messgeräte, um Maschine zu längen
Start-up-Vorheizen: 10-15 Minuten lang leer laufen, um die Temperaturschwankung desselben Servicesystems ≤ 2 ℃ und die thermische Stabilität zu erreichen;
Erstes Stück Drei Inspektionen: Verwenden Sie nach dem Schneiden des ersten Stücks einen Vernier -Bremssattel mit einer Genauigkeit von 0,02 mm, um die Größe zu messen, eine Zifferblattanzeige zur Erkennung von Flachheit und visuell überprüfe Grat.

(i) Online -Erkennung bedeutet Mittel fürschwere Messgeräte bis Länge Linie
Der photoelektrische Sensor überwacht die Fütterungslänge in Echtzeit und alarmiert automatisch, wenn die Abweichung ± 0,3 mm überschreitet: Das Infrarot -Thermometer überwacht die Klingentemperatur und beginnt die Wasserkühlung oder Luftkühlung, wenn sie 120 ° C überschreitet.
(ii) Offline -Probenahmestandard für schwere Messgeräte bis Länge Maschine
Längengröße: Zulässiger Fehler Bei ≤ 1000 mm ± 0,5 mm, verwenden Sie einen Vernier -Bremssattel, um 1 Stück pro 50 Stück zufällig zu überprüfen. Diagonale Abweichung: 1000 mmx1000mm Platte Zulässige Abweichung ≤ 1 mm, verwenden Sie ein Stahlbandmaß mit einem quadratischen Lineal, um 5% jeder Charge zu überprüfen: Burr Höhe: Dünne Platte ≤ 0,05 mm, verwenden Sie ein Mikroskop (Vergrößerung 50 mal), um die erste und letzte Teile jeder Verschiebung zu überprüfen.
(Iii) Lösungen für häufige Qualitätsprobleme für schwere Messgeräte bis zur Längenlinie
Größe aus Toleranz: Wenn die Vorschubwalzen ausrutscht, stellen Sie die Spannung ein oder ersetzen Sie die abgenutzte Walze. Wenn der Servo -Motor -Encoder ausfällt, können Sie ein Oszilloskop mithilfe des Impulssignals nachweisen und die beschädigten Teile ersetzen.
Der Schnittoberflächenburr überschreitet den Standard: Wenn der Klingenkantenradius> 0,03 mm beträgt, muss er zu ≤ 0,01 mm erneut vergrößert werden; Stellen Sie die Klingenlücke zum Standardwert neu an.

Workshop-Temperatur und Luftfeuchtigkeit: Die Temperatur wird bei 15-30 ℃, Luftfeuchtigkeit ≤ 60% RH, kontrolliert, vermeiden Sie das Rost der Platte aufgrund der feuchten Umgebung;
Anti-Seismic-Maßnahmen: Gießen Sie Beton mit einer Dicke von ≥ 300 mm für das Gerätefundament, weg von Vibrationsquellen wie Stanzpressen (Schwingungsbeschleunigung ≤ 0,5 g); Sicherheitsverriegelung: Emergency Stop -Taste -Reaktionszeit ≤ 0,5 Sekunden, dieschwere Messmaschine geschnittene Maschine geschnittenBefugnisse automatisch, wenn der Schutz eingeschaltet ist.