Einer der wichtigsten Faktoren zur Gewährleistung der Qualität schmaler Bänder ist die präzise Schlitzung. Ob Edelstahl, Stahl, Aluminiumlegierung, Kupfer, PPGI, kaltgewalzt oder warmgewalzt – die Einhaltung enger Toleranzen beim Längsschneiden hat unmittelbaren Einfluss auf die Produktqualität, die Effizienz der nachgelagerten Verarbeitung und die Kundenzufriedenheit. Schmale Streifen können selbst bei kleinen Unterschieden in der Schlitzbreite, Kantenfehlern oder Änderungen in der Materialkrümmung aussortiert werden.
Wie kann man also a richtig bedienen?Stahlbandschneidanlageum enge Toleranzen einzuhalten? In diesem Artikel werden fünf Schlüsselaspekte untersucht: Einrichtung der Stahlband-Schneidemaschine, Spannungskontrolle, Werkzeugkonfiguration, Materialhandhabung und Wartung der Stahlband-Schneidelinie.

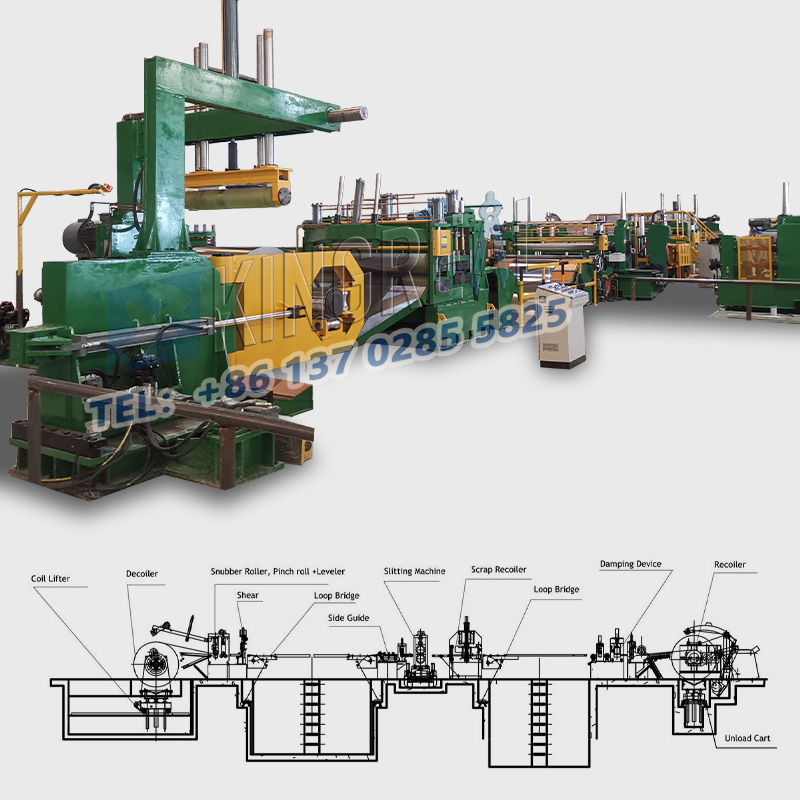
Die Ersteinrichtung desStahlbandschneidemaschineist von grundlegender Bedeutung für die Einhaltung der Schnitttoleranzen. Fünf Schlüsselaspekte müssen vor der Inbetriebnahme geklärt werden:
-Ausrichtung der Stahlband-Schneidlinie: Überprüfen Sie vor dem Einlegen des Materials die Ausrichtung des Dorns (um einen genauen Kernbetrieb sicherzustellen), der Schlitzachse (parallel zur Abwickel-/Aufwickelachse) und der Basis der Stahlband-Schneidemaschine. Laser-Ausrichtungswerkzeuge werden verwendet, um eine präzise Positionierung der Komponenten sicherzustellen und Fehler durch Fehlausrichtung zu vermeiden.
-Auswahl und Installation des Magnetkerns: Wählen Sie einen kreisförmigen, geraden Magnetkern mit einem Innendurchmesser, der zur Welle der Stahlbandschneidemaschine passt. Stellen Sie sicher, dass es sicher installiert ist, um ein Verrutschen oder eine Verformung zu verhindern. Fehler in der Kernkonzentrizität können sich auf die Schlitzöffnung übertragen und so die Kantenqualität und Breitengenauigkeit beeinträchtigen.
-Werkzeugpositionierung: Passen Sie die Werkzeugposition präzise an, um die Schlitzbreite gemäß den Bestellspezifikationen zu bestimmen, indem Sie ein Kalibrierungsmessgerät oder eine verifizierte digitale Anzeige für die Stahlband-Schneidelinie verwenden. Überprüfen Sie vor der Inbetriebnahme, ob das Werkzeug eingerastet ist, um ein Verrutschen und eine Abweichung zu verhindern.
-Rollenführung: Passen Sie die anfängliche Führungsposition an, um die Rolle vor dem Eintritt in den Schlitzbereich zu zentrieren, um ungleichmäßige Spannung und Schnittabweichungen zu verhindern und so Dimensionsstabilität sicherzustellen.
-Programmüberprüfung: Wenn die Stahlbandschneidemaschine programmierbar ist, stellen Sie sicher, dass das richtige Programm geladen ist und dass Parameter wie Spannungskurve und Schneidgeschwindigkeit den Betriebsanforderungen entsprechen, um Parameterfehler zu vermeiden, die sich auf die Toleranzen auswirken könnten.
 |
 |
Eine stabile Spannung ist der Schlüssel zum Einhalten von Schlitztoleranzen und erfordert Management in vier Schlüsselbereichen:
-Spannungskonsistenz: Behalten Sie während des gesamten Trainings eine gleichmäßige Spannung beiStahlbandschneidemaschineProzess vom Abwickeln über das Schneiden bis zum Aufwickeln. Änderungen der Materialbreite, Dehnung, Kantenwelligkeit, Durchbiegung und Toleranzen werden durch Spannungsänderungen stark beeinträchtigt.
-Zonensteuerung: Moderne Stahlbandschneidanlagen verfügen über unabhängige Spannungszonen zum Abwickeln, Längsschneiden und Aufwickeln. Die Wägezellen und Spannungsregler müssen regelmäßig kalibriert werden.
-Die Spannung sollte auf der Grundlage der Materialeigenschaften eingestellt werden: Eine zu niedrige Spannung kann zu Schlupf und schlechter Führung führen. Ein zu hoher Wert kann das Material dehnen und zu Kantenverformungen führen.
-Aufwickeln: Bei komprimierbaren Materialien wird am Kern eine höhere Spannung angelegt, die mit zunehmendem Rollendurchmesser allmählich abnimmt, um eine stabile Rolle ohne Dehnung zu gewährleisten. Eine unsachgemäße Verjüngung kann zu Kantenschäden, ungleichmäßiger Wicklung und einer Beeinträchtigung der Breitenkonsistenz führen.
-Materialwissen: Unterschiedliche Materialien erfordern unterschiedliche Dehnstrategien. Die Kenntnis des Elastizitätsmoduls und der Streckgrenze des Materials ist wichtig, damit ein geeignetes Spannungsschema entwickelt werden kann, um Materialschäden oder Toleranzverletzungen zu vermeiden.
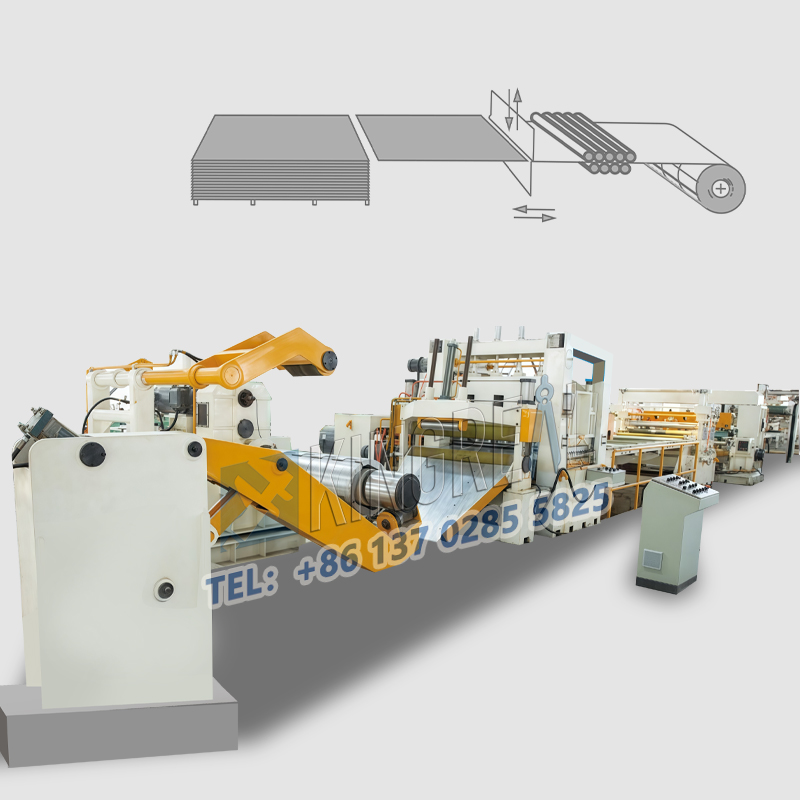
Die Werkzeugeinstellungen bestimmen die Schnittqualität und Maßgenauigkeit und konzentrieren sich dabei auf vier Schlüsselaspekte:
-Werkzeugschärfe: Ein stumpfes Werkzeug kann das Material quetschen oder zerreißen, wodurch Grate entstehen und Toleranzen verletzt werden. Um scharfe Kanten zu erhalten, sollte ein Zeitplan für das Schärfen/Ersetzen des Werkzeugs festgelegt werden, der auf den Verschleißmerkmalen des Materials und dem Bearbeitungszyklus basiert.
-Werkzeugtyp und Schlitzmethode: Wählen Sie Werkzeuge basierend auf den Material- und Schnittanforderungen aus. Wählen Sie je nach Kundenwunsch zwischen einer fliegenden Scherung (kontinuierliche Hochgeschwindigkeit), einer Rotationsschere (hohe Präzision) oder einer festen Scherung (intermittierende Kleinserien), um Toleranzen sicherzustellen.
-Winkeloptimierung: Passen Sie bei Stahlbandschneidemaschinen mit Rasiermesser den Klingenwinkel entsprechend dem Material an, um die Schnittqualität mit dem Werkzeugverschleiß in Einklang zu bringen. Passen Sie den Abstand und die Überlappung zwischen den Ober- und Untermessern für Stahlbandschneidanlagen mit Scherentyp genau an (konsultieren Sie die Tabelle des Herstellers und berücksichtigen Sie die Materialqualitäten). Ungeeignete Lücken oder Überlappungen können Grate und raue Kanten verursachen.
-Betriebsstabilität: Stellen Sie sicher, dass dieStahlbandschneidemaschineDer Klingenschlitten verläuft parallel zur Klingenachse und der radiale Schlag der rotierenden Klinge wird minimiert, um „Rattermarken“ und eine instabile Kantenqualität zu vermeiden.
 |
 |
Durch standardisiertes Materialhandling können materialbedingte Toleranzschwankungen vermieden werden. Konzentrieren Sie sich auf vier Schlüsselbereiche:
-Verbindungsintegrität: Verwenden Sie starke, gleichmäßig dicke Verbindungen, um Verbindungsversagen oder übermäßige Dicke zu vermeiden, die zu Geräteblockaden, Spannungsschwankungen und Schäden an der Schnittkante führen können.
-Kantenführung: Aktive Bahnführungen werden verwendet, um sicherzustellen, dass die Bahn im Schneidbereich zentriert ist, und verhindern so Bahnabweichungen, die zu ungleichmäßiger Breite und schlechter Qualität der äußeren Streifenkanten führen.
-Rollenhandhabung: Verwenden Sie Kräne und Schachtaufzüge zum Be- und Entladen von Rollen. Vermeiden Sie Stöße oder Stürze, die den Kern beschädigen und die Konzentrizität beeinträchtigen könntenStahlbandschneidanlageInstallation. Behandeln Sie fertige Rollen vorsichtig, um Kantenschäden und Verformungen zu vermeiden.
-Abfallmanagement: Halten Sie den Schneidbereich sauber und entfernen Sie Ablagerungen umgehend, um zu verhindern, dass diese die Bahn ablenken, den Schneidvorgang behindern oder sich in der Rolle festsetzen und so die Qualität und Toleranzen beeinträchtigen.
Die Wartung sorgt für StabilitätStahlbandschneidanlageBetrieb und Toleranzgenauigkeit durch Konzentration auf fünf Schlüsselbereiche:
-Vorbeugende Wartung: Überprüfen Sie die Ausrichtung der Komponenten, die Lager, die Riemenspannung, den Getriebeverschleiß und die pneumatischen/hydraulischen Systeme gemäß dem Zeitplan des Herstellers und beheben Sie potenzielle Probleme umgehend.
-Schmiermanagement: Schmieren Sie entsprechend der angegebenen Zeit, Menge und Art, um eine Überschmierung (schlechte Wärmeableitung) oder Unterschmierung (hohe Reibung) zu vermeiden, die zu Komponentenverschleiß und Vibrationen führen kann.
-Inspektion des Komponentenverschleißes: Überprüfen Sie regelmäßig wichtige Komponenten wie Lager, Wellen und Zahnräder und ersetzen Sie alle stark verschlissenen Komponenten umgehend, um zu verhindern, dass Vibrationen, Schlupf und Fehlausrichtung die Toleranzen beeinträchtigen.
-Kalibrierung und Wartung: Kalibrieren Sie regelmäßig Spannungssensoren, Kraftmessdosen und digitale Positionierungssysteme, um Messfehler durch nicht kalibrierte Instrumente zu vermeiden, die sich auf die Parametereinstellungen auswirken können.
-Reinigung: Reinigen Sie die Stahlbandschneidemaschine von Staub, Fett und Schmutz, insbesondere im Bereich von Lagern, Führungsschienen und Sensoren, um einen reibungslosen Betrieb zu gewährleisten und die Problemerkennung zu erleichtern.