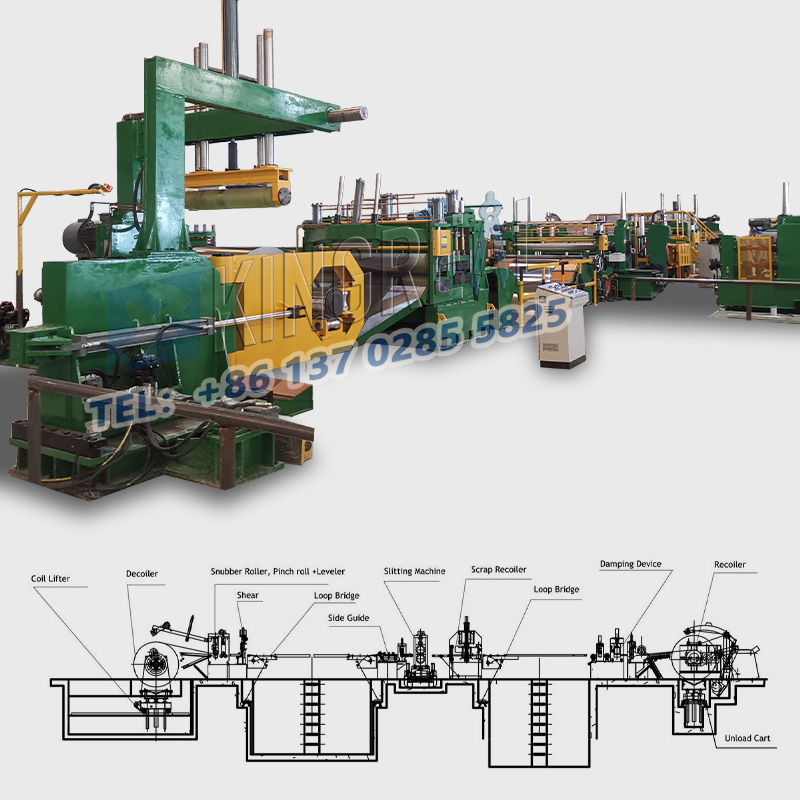
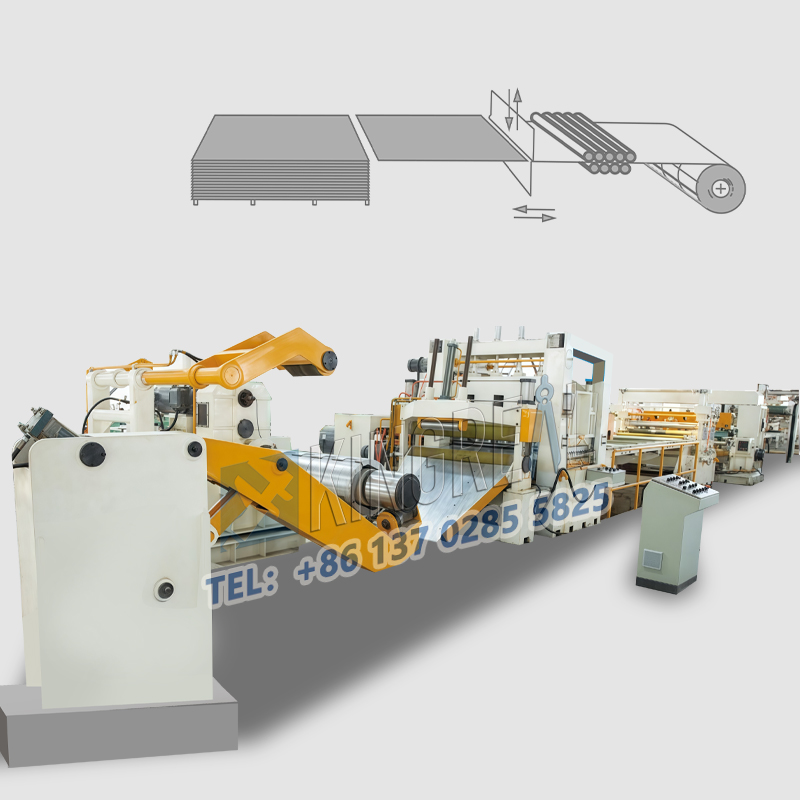
Metallschneidemaschinenwerden in der metallverarbeitenden Industrie häufig eingesetzt, vor allem zum Schneiden großer Rollen Metallmaterial in mehrere schmale Streifen. Während des tatsächlichen Betriebs können bei Metallschneideanlagen jedoch verschiedene Anomalien auftreten, die zu einer verringerten Verarbeitungseffizienz oder Materialverschwendung führen. Dieser Artikel von KINGREAL STEEL SLITTER befasst sich mit mehreren häufigen Betriebsproblemen bei Metallschneidemaschinen und stellt entsprechende Lösungen bereit, um Benutzern dabei zu helfen, ihre Metallschneidelinien besser zu nutzen.
1.1 Spulenkollaps
Wenn das Stahlband nach dem Schlitzen von der Rolle entfernt wird, kollabiert es oft und nimmt eine ovale Form an. Der Hauptgrund für dieses Phänomen ist eine unzureichende Spannung während des Wickelvorgangs oder das Vorhandensein von Rostschutzöl auf der Stahlbandoberfläche, das eine ausreichende Reibung zwischen den Schichten verhindert. Um dieses Problem zu lösen, können folgende Maßnahmen ergriffen werden:
1.1.1 Stellen Sie sicher, dass während des Wickelvorgangs ausreichend Spannung ausgeübt wird, um eine Verformung der Spule zu verhindern.
1.1.2 Überprüfen Sie regelmäßig die Oberfläche des Stahlbandes, um sicherzustellen, dass sie sauber und frei von Öl ist und somit eine gute Reibung zwischen den Schichten gewährleistet ist.
1.2 Unebene Stahlspulenkanten
Unebene Kanten von Stahlcoils werden hauptsächlich durch folgende Faktoren verursacht:
1.2.1 Schlechte Spannung: Eine schwache Spannung am Anfang des Aufwickelns und eine starke Spannung am Ende des Aufwickelns führen zu ungleichmäßigem Aufwickeln. Um dies zu vermeiden, sollte die Spannung zu Beginn des Aufwickelns erhöht und am Ende verringert werden.
1.2.2 Ungleichmäßige Spannungsverteilung: Wenn das Stahlband an der Vorderkante nicht gerade geschnitten wird oder die Klemmen beim Schneiden in die Vorderkante des Stahlbands eingreifen, führt dies zu einer ungleichmäßigen Spannungsverteilung. Vergewissern Sie sich vor dem Betrieb, dass der Schlitzstreifen fest an der Oberfläche der Spule befestigt ist, um eine gleichmäßige Spannung zu gewährleisten.
1.2.3 Schwingungen in der Schlaufengrube: Wenn das Stahlband in der Schlaufengrube von einer Seite zur anderen schwingt und die kleinen Führungsrollen nicht richtig befestigt sind, kann es zu Änderungen im Winkel der Spannplatte kommen, was zu einer ungleichmäßigen Wicklung führt. Um Schwingungen zu reduzieren, kann nach der Schlaufengrube ein Teppich oder Filz verwendet werden, um die Stahlbandoberfläche zu berühren, und die kleinen Führungsrollen sollten fixiert werden.
1.2.4 Gratbildung: Bei schmalen Stahlbändern können große Grate oder ungleichmäßige Grate auf beiden Seiten während des Schneidens zu einer ungleichmäßigen Wicklung führen. Es wird empfohlen, das Stahlband mit den Graten nach oben in der Schlaufengrube umzudrehen, sodass die Grate nach unten zeigen, um dieses Problem wirksam zu vermeiden.
Nach dem Schlitzen kann es zu Verformungen des Stahlbandes kommen, beispielsweise zu seitlichen Biegungen. Die Gründe sind recht komplex:
2.1 Ungleichmäßiger Scherspalt:
Auf einemMetallschneidemaschine, ungenaue Bezugspunkte an der Messerwellenschulter, zu großes Axialspiel des Messerwellenlagers oder Fehler im Distanzstück oder seiner Dicke können zu ungleichmäßigen Scherspalten und damit zu Verformungen führen. Durch regelmäßige Inspektion und Kalibrierung der Metallschneideanlage zur Sicherstellung ihres normalen Betriebs kann dieser Situation wirksam vorgebeugt werden.
2.2 Variation der Materialstärke:
Der Dickenunterschied zwischen den Mittel- und Randteilen des Breitmaterials ist ein häufiges Problem, insbesondere bei Rollenmaterialien. Aufgrund der Unterschiede in der Präzision der Metallschneidelinien und den unterschiedlichen Einstelltechniken variieren auch die Dickenunterschiede der Materialien verschiedener Hersteller. Es wird empfohlen, vor der Verarbeitung einen Dickentest durchzuführen und ihn entsprechend dem tatsächlichen Dickenunterschied anzupassen.
2.3 Biegen des Grundmaterials:
Die beim Walzen im Grundmaterial erzeugte innere Spannung wird als potenzielle Eigenspannung bezeichnet. Der Verlust des Spannungsgleichgewichts nach dem Längsschlitzen kann zu einer Biegung des Stahlbandes führen. Daher sind die Auswahl hochwertiger Rohstoffe und die Optimierung des Walzprozesses wichtige Lösungen.
2.4 Inkonsistente Grate oder Kanten:
Wenn die Blechdicke auf der Seite mit größeren Graten beim Wickeln größer ist, führt dies zu einem größeren Wickeldurchmesser und einer trompetenförmigen Biegung. Um dieses Problem zu lösen, kann auf der anderen Seite ein Papier entsprechender Dicke eingelegt oder ein Schlitzverfahren angewendet werden.
2.5 Wellige Kanten des Streifens:
Während des Aufwickelvorgangs kann das Vorhandensein von Graten zu einer erhöhten Dicke an der Kante des Stahlbands führen, was zu einer Kantendehnung führt. Während des Betriebs der Metallschneidemaschine muss der horizontale Abstand vergrößert werden, um den seitlichen Druck zu verringern. Darüber hinaus hilft die Verwendung von Klingen, die für das zu schneidende Material geeignet sind, und die Reduzierung des Klingenverschleißes, dieses Problem zu lösen.
3.1 Von den Klingen gefangen
Wenn beim Schlitzen eines schmalen Stahlbands die fingerförmige Druckplatte den Spalt zwischen den beiden Außenmessern nicht vollständig ausfüllt, kann das Stahlband von den beiden Außenmessern erfasst werden, was zu Falten führt. Eine wirksame Strategie zur Vermeidung dieses Problems besteht darin, den Spalt zwischen den Außenblättern mit einer flachen Druckplatte zu füllen und sicherzustellen, dass regelmäßig Kerosin auf die Blätter aufgetragen wird, um die Reibung zu verringern.
3.2 Faltenbildung an den Wickelbacken der Trommel
Wenn bei Metallschneidemaschinen das Stahlband beim ersten Wickeldurchgang nicht fest an der Wickeltrommel anliegt, kann es beim anschließenden Wickeln zu Faltenbildung kommen. Um dies zu vermeiden, sollten die Backen der Wickeltrommel regelmäßig überprüft werden und es sollte sichergestellt werden, dass das Stahlband zu Beginn des Wickelns sicher und fest an der Trommel befestigt ist.
4.1 Klingenspuren durch Druckplatten
Wenn die Höhe der Druckplatte nicht mit der Führungsplatte übereinstimmt, kann es zu übermäßigem Druck auf das Stahlband kommen, was zu Klingenspuren führt. Daher sollte die Höhe der Druckplatte regelmäßig überprüft und angepasst werden, um sicherzustellen, dass sie mit der Höhe der Führungsplatte übereinstimmt.
4.2 Vibration der Messerdruckplatte
Wenn die Messerdruckplatte auf und ab vibriert, kann es ebenfalls zu Messerspuren kommen. Diese Klingenspuren treten in der Regel sporadisch auf. Zu den Hauptursachen gehören eine Biegung der Spindel, ein zu großer Abstand zwischen der Klinge und der Spindel sowie das Sintern von Metallresten auf der anderen Seite der Klinge. Durch die Überprüfung des Spindelzustands und die Sauberkeit der Messer kann das Auftreten von Messerspuren wirksam reduziert werden.
MetallschneideanlagenIm täglichen Gebrauch treten zwangsläufig verschiedene Probleme auf, viele Probleme können jedoch durch sorgfältige Inspektion und Wartung vermieden oder gemildert werden. Das Verstehen und Beherrschen häufiger Probleme und deren Lösungen für Metallschneidemaschinen kann Benutzern dabei helfen, Produktionsprozesse zu optimieren und die Arbeitseffizienz zu verbessern. KINGREAL STEEL SLITTER hofft, dass die oben genannten Vorschläge Ihnen wertvolle Hinweise für den Einsatz Ihrer Metallschneidelinie geben und deren kontinuierlichen und effizienten Betrieb sicherstellen. Wenn Sie Fragen haben, wenden Sie sich bitte an KINGREAL STEEL SLITTER!