



Die Schlaufenschneidanlage ist maßgeschneidert für Kunden, die eine Hochgeschwindigkeitsverarbeitung dünner, hochpräziser Materialien benötigen, um mehrere schmale Streifen mit außergewöhnlicher Genauigkeit herzustellen.
|
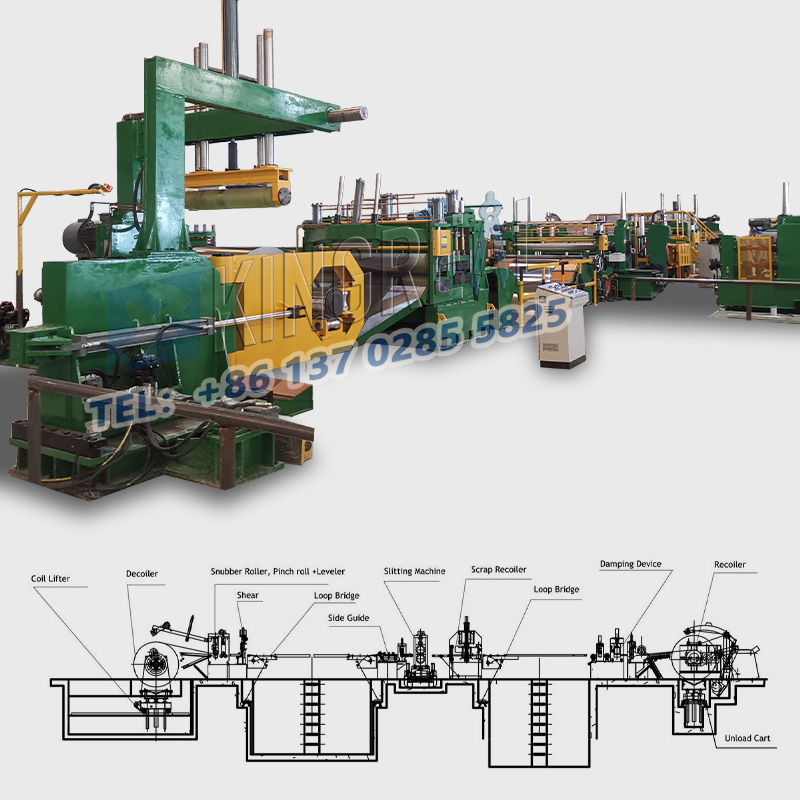
Die Schlaufenschneidanlage ist maßgeschneidert für Kunden, die eine Hochgeschwindigkeitsverarbeitung dünner, hochpräziser Materialien benötigen, um mehrere schmale Streifen mit außergewöhnlicher Genauigkeit herzustellen. Es wird häufig in Branchen eingesetzt, in denen strenge Anforderungen an die Präzision des Bandschneidens gestellt werden, beispielsweise in der Automobil-, Elektronik- und Haushaltsgeräteindustrie. Durch ein wissenschaftlich entwickeltes Layout erreicht die Schlaufenschneidemaschine hocheffiziente und präzise Schneidvorgänge. Ein entscheidendes Konstruktionsmerkmal – und der Hauptunterschied, der die Schlaufenschneidanlage von herkömmlichen Metallschneidanlagen unterscheidet – ist der Einbau eines Schlaufenspeichers im Grubenstil, der sich im Fundament der Anlage befindet. Die tatsächliche Tiefe und Länge dieser Grube wird anhand der Dicke des Metallbandes und der vorgesehenen Schlitzgeschwindigkeit gezielt bestimmt; Diese Abmessungen beeinflussen direkt die Schnittgenauigkeit und Betriebsstabilität der Schlaufenschneidmaschine.
Bei dünneren Bändern, die über eine hohe Duktilität verfügen und zu Verformungen neigen, ist in der Regel eine tiefere Vertiefung erforderlich, um sicherzustellen, dass das Band im Schlaufenspeicher stabil entspannt bleibt und so Faltenbildung oder seitliche Abweichungen während des Schlitzvorgangs verhindert werden. Umgekehrt ist bei dickeren Streifen – die eine größere Steifigkeit und Widerstandsfähigkeit gegen Verformung aufweisen – eine längere Grube erforderlich, um den Pufferanforderungen des Streifens angemessen gerecht zu werden. Darüber hinaus werden mit steigender Schlitzgeschwindigkeit auch die Anforderungen an die Tiefe und Länge der Grube höher. Nur wenn diese genauen Anforderungen erfüllt werden, kann die Schlaufenschneidanlage ihr Hochgeschwindigkeits-Schneidpotenzial maximieren und gleichzeitig sicherstellen, dass die Schneidqualität kompromisslos bleibt und somit ein konstanter Betrieb des Systems mit äußerster Genauigkeit und Effizienz gewährleistet ist. |
 |
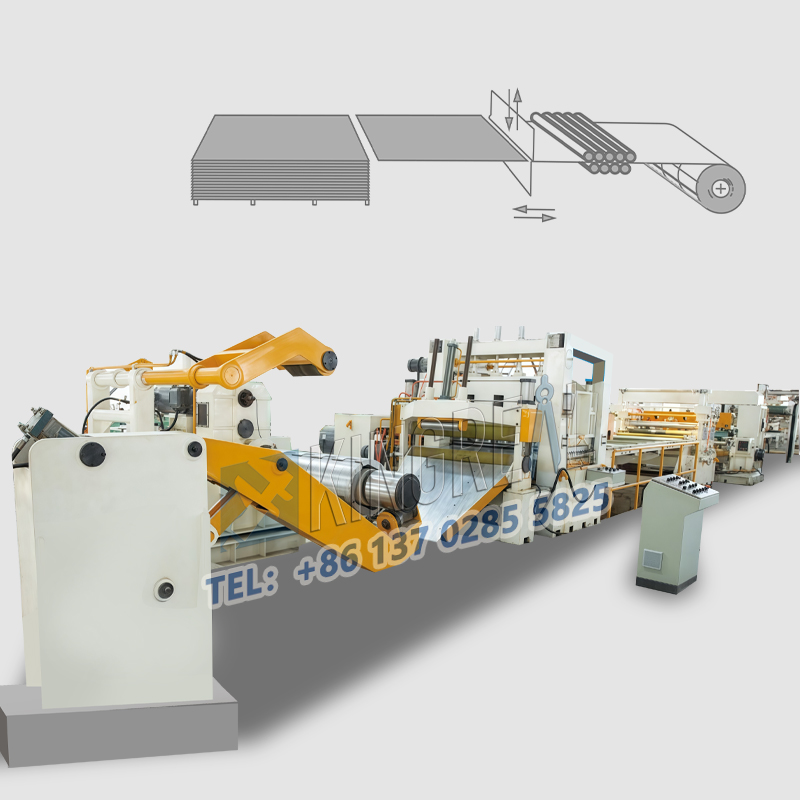
●Hocheffizienter Betrieb – Die maximale Produktionsgeschwindigkeit kann bis zu 230 m/min erreichen, wobei die Geschwindigkeit flexibel an spezifische Betriebsanforderungen angepasst werden kann. ●Multi-Streifen-Schneiden – Die Schleifen-Schneidenlinie ist in der Lage, das Material in einem einzigen Durchgang gleichzeitig in bis zu 40 schmale Streifen zu schneiden. ● Vollständige Automatisierung – Die Schlaufenschneidemaschine ist mit einem Kreuzdrehkreuz-Coil-Lagerarm und einer automatisierten Schlitz-Coil-Verpackungslinie integriert, um den manuellen Arbeitsaufwand so weit wie möglich zu minimieren.

(1) Einzelschleifen-Schneidanlage
(a) Single-Entry-Loop-Schlitzen:Das zentrale Konstruktionsprinzip dieser Konfiguration besteht in der Positionierung eines Schlaufenspeichers vor der Schneideinheit. Diese besondere Architektur verbessert die Schneidgenauigkeit erheblich und rationalisiert den Schneidprozess der Schlaufenschneidlinie. Diese Konstruktion verhindert eindeutig das Verrutschen der Schneidmesser, indem sie das Schlitzen entweder mit Mikrospannung oder ohne Spannung ermöglicht und so die Maßhaltigkeit der Schlitzstreifen gewährleistet – ein wichtiger Faktor für die Fähigkeit der Schlaufenschneidemaschine, hohe Präzisionsfertigungsanforderungen zu erfüllen.
Darüber hinaus wird die Struktur der gesamten Schlaufenschneidemaschine rationalisiert, die Produktionskosten und der Wartungsaufwand gesenkt und gleichzeitig die Betriebseffizienz verbessert, da die Abwickelhaspel keinen zusätzlichen selbstzentrierenden Mechanismus benötigt, da die Schlaufe selbst über einen solchen verfügt.
(b) Schleifenschlitzen mit einem Ausgang: Diese Designkonfiguration zeichnet sich durch die Platzierung einer Schlaufe nach dem Schlitzmesser aus. Nach dem Schneidvorgang werden die Schlitzstreifen vom Rollenschneider in eine spannungsfreie Schleife zwischen Rollenschneider und Spanneinheit geführt; Dabei handelt es sich um eines der am weitesten verbreiteten Einzelschleifen-Designschemata, das derzeit in Schleifenschneidanlagen eingesetzt wird. Für das Längsschneiden dünner Bänder kann ein Kantenführungssystem auf der Eingangsseite erforderlich sein, um ein stabiles Abwickeln des Coils während des Schneidvorgangs zu gewährleisten und zu verhindern, dass eine Fehlausrichtung des Bandes die Schnittgenauigkeit beeinträchtigt. Dieser Ansatz erfüllt zwei Hauptfunktionen: Erstens verhindert er wirksam Probleme im Zusammenhang mit dem asynchronen Rücklauf zwischen einzelnen Bändern – der häufig durch Schwankungen in der Banddicke verursacht wird –, indem die Rücklaufspannung präzise gesteuert wird, um eine saubere und gleichmäßige Spulenwicklung sicherzustellen.
Zweitens ermöglicht die Einbeziehung einer ausgangsseitigen Schleife, dass die Streifen ungehindert von den Schlitzmessern wegfließen können, wodurch der Messerverschleiß vermieden wird, der typischerweise mit dem Schlitzen unter Spannung einhergeht. Dies verlängert effektiv die Lebensdauer der Rotorblätter und reduziert die Wartungskosten der Ausrüstung. Darüber hinaus verhindert der spannungsfreie Betrieb des Auslaufabschnitts wirksam Verformungserscheinungen wie „Necking“ (Bandverengung) und gewährleistet so die Qualität der Spaltbänder zusätzlich.
(2) Doppelschleifen-Schneidanlage
Das Hauptmerkmal der Doppelschleifen-Schneidemaschine ist die Einbindung von zwei grubenartigen Schleifen, die strategisch an verschiedenen Schlüsselstellen positioniert sind, um im Tandem zu arbeiten. Durch diese Zusammenarbeit werden die Schneidleistung und die Stabilität der Linie weiter verbessert, sodass sie sich ideal für Hochgeschwindigkeits-Schneidanwendungen mit dünnwandigen Materialien eignet, bei denen extrem hohe Ansprüche an die Schneidqualität gestellt werden.
Die erste Schleife befindet sich zwischen der Abwickelhaspel und dem Rollenschneider und dient als entscheidende Komponente, die den kontinuierlichen und synchronisierten Betrieb der gesamten Linie ermöglicht. Seine Hauptfunktion besteht darin, den Geschwindigkeitsunterschied zwischen dem Abwickelvorgang und dem Schlitzvorgang zu puffern und auszugleichen. Auf diese Weise wird sichergestellt, dass die Abwickel- und Schlitzvorgänge kontinuierlich und perfekt synchronisiert ablaufen, wodurch Probleme wie Banddehnung, Verformung oder Schlitzabweichungen vermieden werden, die andernfalls durch Geschwindigkeitsunterschiede entstehen könnten. Währenddessen bleibt das in der Bodengrube befindliche Stahlband in völlig entspanntem Zustand. Der Rollenschneider zieht das Band zur Verarbeitung aus der Grube; Da während des Schlitzvorgangs keine Gegenspannung vorhanden ist, wird die Gratbildung effektiv minimiert und die Kantenqualität der Schlitzbänder deutlich verbessert.
Eine zweite Schlaufengrube ist zwischen dem Rollenschneider und der Spann-/Aufwickeleinheit positioniert. Aufgrund der durch das Längsschneiden verursachten Spannungen und inhärenten Dickenschwankungen innerhalb des Walzbundes selbst weisen die einzelnen nach dem Längsschneiden erzeugten Bänder häufig geringfügige Längenunterschiede auf. Ohne entsprechende Regulierung würde diese Diskrepanz den Rückstoßprozess stören und sowohl die Produktionseffizienz als auch die Produktqualität beeinträchtigen. Diese Schlaufengrube nimmt diese Längenschwankungen effektiv auf und gleicht sie aus, wodurch die Kontinuität der Schneid- und Rückwickelvorgänge sichergestellt wird und die Notwendigkeit von Produktionsunterbrechungen zur Durchführung von Anpassungen entfällt. Darüber hinaus erleichtert das Vorhandensein dieser Schlaufengrube die synchronisierte Steuerung der Motoren, die den Rollenschneider und die Aufwickeleinheit antreiben.
 |
 |
Hinweis: Während eine Schlaufengrube nicht unbedingt für jede Metallschneidemaschinenkonfiguration erforderlich ist, ist sie für hochpräzise Anwendungen, dünnwandige Materialien, Hochgeschwindigkeitsvorgänge und Mehrstrang-Schneidprozesse unbedingt erforderlich. Umgekehrt können einfache Längsteilanlagen, die für Materialien mit normaler Stärke und niedrigeren Betriebsgeschwindigkeiten ausgelegt sind, erfolgreich ohne eine Schlaufengrube betrieben werden.
1)Wie funktioniert eine Schlaufenschneidanlage?
Eine Schlaufenschneidemaschine wickelt ein Metallband ab, schneidet es mit rotierenden Messern in schmalere Streifen und wickelt die Streifen zur weiteren Verarbeitung oder zum Versand wieder auf.
2) Welche Materialien können mit einer Schlaufenschneidanlage verarbeitet werden?
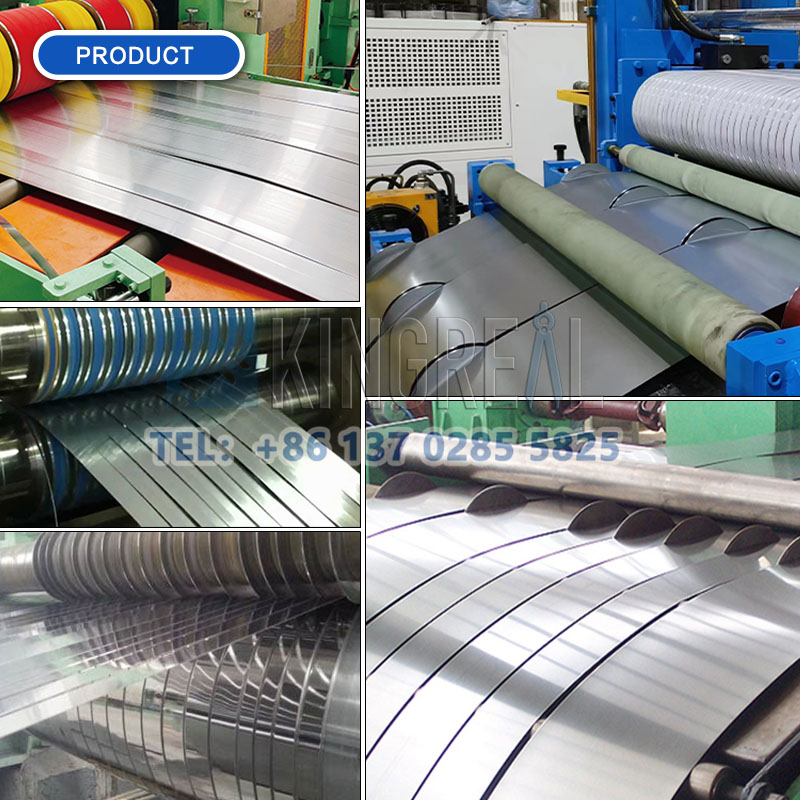
Schlaufenschneidmaschinen können verschiedene Metalle verarbeiten, darunter Stahl, Edelstahl, Aluminium, Kupfer, Siliziumstahl, PPGI und mehr.
3) Welche Vorteile bietet die Automatisierung in Schlaufenschneidanlagen?
Automatisierung kann die Genauigkeit und Konsistenz schmaler Streifen verbessern, manuelle Arbeit reduzieren, die Produktion steigern und menschliche Fehler minimieren.
4) Wie oft sollte eine Schlaufenschneidemaschine gewartet werden?
Die Wartung von Schlaufenschneidanlagen gliedert sich in tägliche Inspektionen und periodische Überholungen. Das KINGREAL STEEL SLITTER-Team gibt Empfehlungen basierend auf der Nutzungshäufigkeit des Kunden und anderen Faktoren.
5) Wie hoch ist die Lebensdauer von Schlitzmessern?
Die Lebensdauer von Schlitzmessern wird vom Produktionsvolumen, den Betriebsbedingungen und den Materialeigenschaften beeinflusst. Unterschiede in der Zusammensetzung und Anwendung der Klinge wirken sich typischerweise auf die Langlebigkeit aus.

Als spezialisierter Entwickler und Hersteller von Metallschneideanlagen verfügt KINGREAL STEEL SLITTER über mehr als zwei Jahrzehnte umfassende Erfahrung in der Konstruktion und Herstellung von Metallschneideanlagen. Dank seines umfassenden technischen Fachwissens und einer robusten Fertigungsinfrastruktur hat das Unternehmen bisher zahlreiche Metallschneidelinien erfolgreich entwickelt. Diese Systeme wurden erfolgreich in Betrieb genommen und laufen derzeit reibungslos in Kundenanlagen in verschiedenen Ländern und Regionen weltweit und bieten unseren Kunden eine außergewöhnliche Produktionseffizienz und Wertschöpfung. Die Installationen von Metallschneidlinien von KINGREAL STEEL SLITTER erstrecken sich über eine vielfältige geografische Präsenz – darunter Saudi-Arabien, Italien, Mexiko, Brasilien, Indonesien, Kanada, Turkmenistan und andere – und decken alle wichtigen globalen Metallverarbeitungsmärkte ab und bilden ein umfangreiches Portfolio an internationalen Projektreferenzen.
Erst gestern wurde eine neue Metallschneidelinie, die in Zusammenarbeit mit einem Kunden in Indien hergestellt wurde, erfolgreich an die Anlage des Kunden geliefert.
KINGREAL STEEL SLITTER ist weiterhin bestrebt, die Konstruktionspläne und Leistungsparameter von Metallschneidelinien kontinuierlich zu optimieren. Indem wir über die neuesten technologischen Fortschritte auf dem Laufenden bleiben und direkt auf die praktischen Produktionsanforderungen unserer Kunden reagieren, stellen wir sicher, dass jede von uns gelieferte Metallschneidelinie perfekt auf die spezifische Betriebsumgebung und die Produktionsanforderungen des Kunden zugeschnitten ist. Darüber hinaus bietet KINGREAL STEEL SLITTER seinen Kunden ein umfassendes Paket an Supportleistungen – einschließlich Werksbesichtigungen, maßgeschneidertem Design von Metallschneidlinien, Maschineninstallation, Betriebsschulung, Wartung und Ersatzteilversorgung. Durch die Absicherung des gesamten Produktionsprozesses stellen wir sicher, dass unsere Kunden ihre Metallschneideanlagen mit maximaler Effizienz und Stabilität nutzen können.