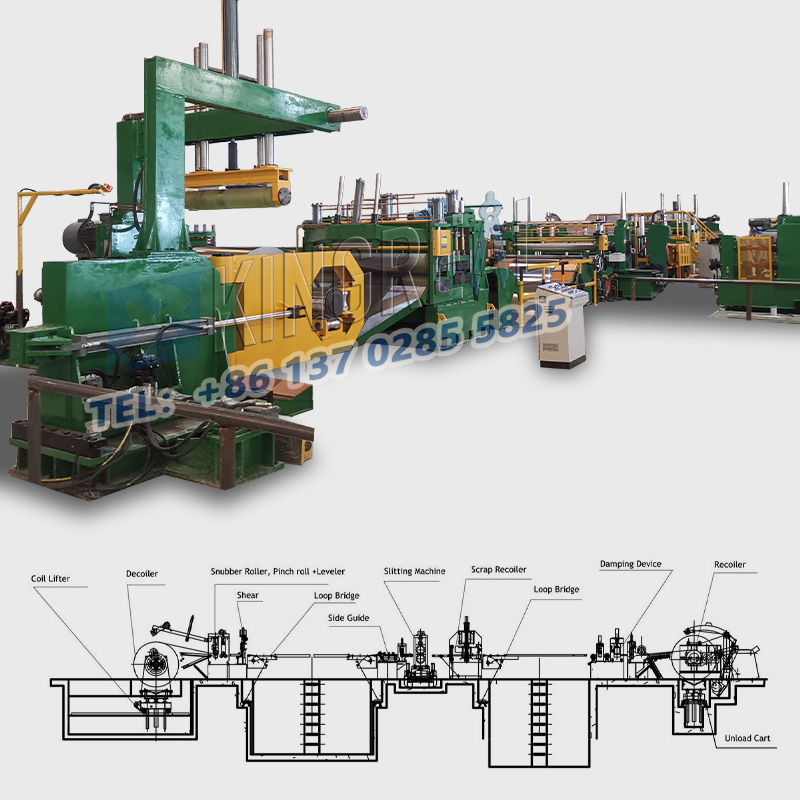
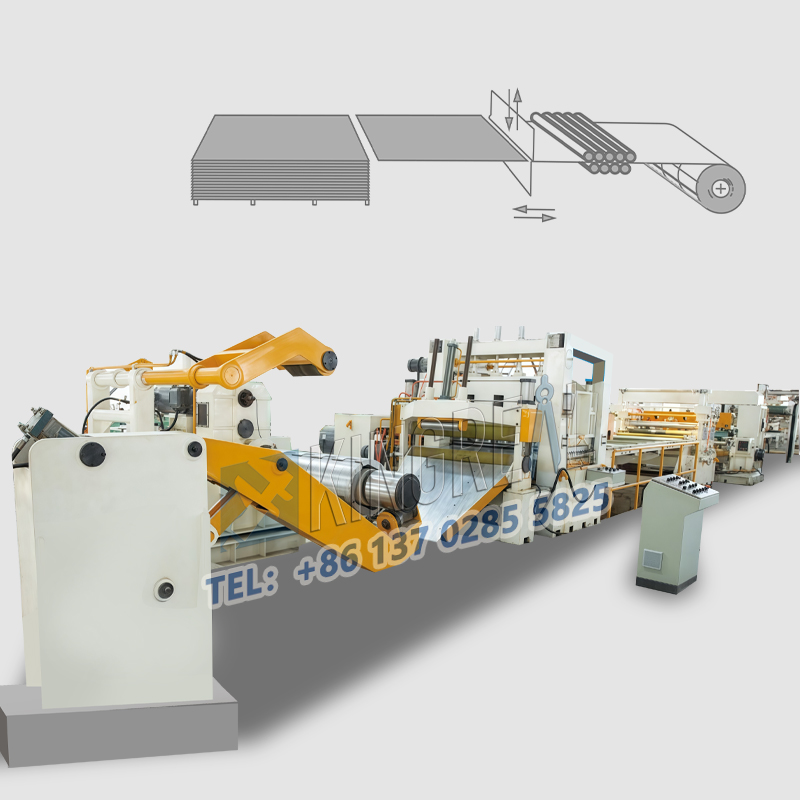
Edelstahl geschnitten zu Längenleitungenwerden in der Metallbearbeitungsindustrie häufig verwendet, um verschiedene Metallspulen, darunter Stahl, Edelstahl, Aluminium, Eisen, kaltgeschwollte, heißgeschwollte und ppgi, präzise zu scheren.
Trotz ihrer hervorragenden Leistung in der Produktion können Edelstahl, die zu Länge Maschinen geschnitten wurden, während des Betriebs noch eine Abweichung erleben.
Dieser Artikel wird mit der Fehlerbehebung der Schnittabweichung in Edelstahl geschnitten, die aus drei Perspektiven zu Längenleitungen geschnitten wurden: mechanische Struktur, Steuerungsprogramm und Parameter sowie Material- und Prozesskompatibilität.

(1) Antriebskomponentenverschleiß
InEdelstahl geschnitten zu Länge MaschinenDer Verschleiß von Antriebskomponenten ist eine häufige Ursache für die Schnittabweichung.
Zahnräder, Kettenräder und andere Antriebskomponenten, die seit langem in Betrieb sind, können sich abnutzen, was zu einer verringerten Genauigkeit der Fütterung und der Auswirkungen der Schneidabmessungen führt.
Symptome des Edelstahls zum Längenleitungsversagen: Beispielsweise in einer Fabrik der Automobilteile hatten die Antriebsräder eines Edelstahls, der bis zu Länge geschnitten wurde, 30% ige Verschleiß. Beim kontinuierlichen Schneiden von 5 mm dicken Stahlplatten erreichte die dimensionale Schwankung 0,3 mm und überschritt den akzeptablen ± 0,2 mm -Bereich.
Lösung: Um dieses Problem anzugehen, wird eine regelmäßige Inspektion von Antriebskomponenten empfohlen. Wenn die Zahnradkleidung 15% überschreitet oder die Kettenverlängerung 2% überschreitet, sollten sie unverzüglich ersetzt werden.
Gleichzeitig sollte das Übertragungsverhältnis kalibriert werden, um die mechanische Übertragungsgenauigkeit wiederherzustellen. Diese Maßnahme kann die Schnittstabilität und Genauigkeit erheblich verbessern.
(2) Werkzeuginhaber-Guide-Schienenfreiheit
Eine erhöhte Freigabe zwischen dem Werkzeuginhaber und der Führungsschiene ist ebenfalls ein wesentlicher Faktor, der zu einer Schnittabweichung beiträgt. Im Laufe der Zeit trägt die Schiene für die Schleppin der Werkzeuginhaber aufgrund einer längeren Handlungsbewegung, und diese Freigabe kann zunehmen, was sich auf die Stabilität der Werkzeuginhaber auswirkt.
Symptome des Edelstahls zu Längenlinienversagen: Unter normalen Umständen sollte die Freigabe zwischen dem Werkzeuginhaber und der Führungsschiene weniger als 0,05 mm betragen. Übermäßiger Abstand kann dazu führen, dass der Werkzeuginhaber beim Schneiden wackelt, was zu Schwankungen der Schnittblechgröße führt.
Lösung: Verwenden Sie ein Fühlermessgerät, um die Freigabe zu überprüfen. Wenn der Standardwert überschreitet, stellen Sie den Schweißschaufel der Führungsschiene ein oder ersetzen Sie den beschädigten Führungsschaufel. Eine Hardware -Fabrik reduzierte die Schnittabweichung von 0,25 mm auf 0,08 mm nach dieser Einstellung, was die Wirksamkeit dieser Anpassung zeigt.
(1) Programmlogikfehler
InEdelstahl geschnitten zu Länge MaschineOperationen, SPS -Programmlogikfehler sind ebenfalls eine häufige Ursache für die Schnittabweichung. Der gestörte Zeitpunkt der Futter- und Schnittanweisungen im Programm kann das Schneiden auslösen, bevor das Material vollständig gefüttert wird, was zu Unterbechern führt.
Manifestationen von rostfreiem Stahl, das zum Längenleitungsversagen geschnitten wurde: Zum Beispiel beginnt in einigen Fällen das Schneiden, bevor das Material vollständig gefüttert wird, was die Schnittgenauigkeit direkt beeinflusst.
Lösung: Es wird empfohlen, die Programmdiagnose zu verwenden, um den E/A-Punktstatus zu überwachen und die Logik "Feed-Detect-Cut" neu zu organisieren. Fügen Sie außerdem Anweisungen zur Verzögerungsüberprüfung hinzu, um die Genauigkeit der Aktionssequenz sicherzustellen. Diese Optimierung verbessert die Betriebsstabilität des Edelstahlschnitts auf Längemaschinen erheblich.
(2) ungenaue Parametereinstellungen
Ungenauige Parametereinstellungen sind auch ein wesentlicher Faktor, der die Schnittgenauigkeit von Edelstahl -Schnitt- bis Längenleitungen beeinflusst. Falsche Futterlängenparameter oder nicht übereinstimmende Schneid- und Futtergeschwindigkeiten können zu kumulativen Abweichungen führen.
Symptome des Edelstahls zu Länge Maschinenversagen: Wenn beispielsweise die Futterlänge auf 100 mm eingestellt ist, aber die tatsächliche Vorschublänge 99,5 mm beträgt, führt der Langzeitbetrieb zu einer signifikanten dimensionalen Abweichung.
Lösung: Neu kalibrieren Sie die Zahlung des Vorschubpulses (die Anzahl der Impulse pro Millimeter) und stellen Sie die Schneidgeschwindigkeit basierend auf der Dicke und dem Material der Platte ein. Für dicke Platten wird empfohlen, die Schneidgeschwindigkeit auf nicht mehr als 30 Mal/Minute einzustellen, während es für dünne Platten 60 -mal pro Minute erreichen kann.
Nach der Korrektur der Parameter erreichte eine Verarbeitungsanlage aus rostfreiem Stahl eine kumulative Abweichung von weniger als 0,1 mm für eine 10-Meter-lange Platte, was die Bedeutung der Parameterkorrektur zeigt.
(1) ungleiche Plattenspannung
Beim Schneiden von Edelstahlplatten kann eine ungleichmäßige Spannung nach dem Schneiden einsprungen und die endgültige dimensionale Stabilität beeinflussen.
Symptome des Scheiterns des Edelstahls zu Länge Linie: Beispielsweise kann die Rücklaufrate der kaltgeschwollenen Platte bis zu 1-2%betragen, was nach dem Schneiden eine dimensionale Schrumpfung verursachen kann.
Lösung: Es wird empfohlen, die Belastung auf dem Blech wie Nivellierung oder Altern auszusetzen oder die Frühlingsrolle im Programm auszugleichen (je nach Material einen Kompensationswert von 0,1-0,3 mm festlegen). Nach der Kompensation erreichte eine kaltgeschwollte Blechmühle eine Schnittdimensionsabweichung von ≤ 0,1 mm, um die Schnittgenauigkeit zu gewährleisten.
(2) Futterspannungsschwankungen
Die Stabilität der Futterspannung wirkt sich direkt auf die Schnittgenauigkeit aus. Wenn die Spannung der Vorschubwalze instabil ist, kann das Blech während der Fütterung rutschen oder falten, was zu unkontrollierten Schneidabmessungen führt.
Symptome des Edelstahls zum Längenleitungsversagen: Das Versagen der Spannungskontrolle kann zu einer ungleichmäßigen Fütterung führen, was wiederum die Schnittqualität beeinflusst.
Lösung: Es wird empfohlen, das Spannungssteuerungssystem zu inspizieren. Pneumatische Spanner erfordern einen Dichtungsersatz, während hydraulische Spanner die Drucksensorkalibrierung erfordern. Nach Anpassungen verringerte eine Stahlstreifenmühle die Spannungsschwankung von ± 5% auf ± 1%, was die Schnittgenauigkeit effektiv verbessert.
 |
 |
 |
Im Betrieb vonEdelstahl geschnitten zu Länge MaschinenDie Schnittabweichung wird häufig durch eine Kombination von Faktoren verursacht. Eine umfassende Untersuchung, die sich auf mechanische Struktur, Steuerungsprogramme und -parameter sowie Material- und Prozesskompatibilität konzentriert, kann effektiv Probleme identifizieren und gezielte Reparaturen implementieren.
Durch die regelmäßige Wartung von Übertragungskomponenten, Optimierung der Programmlogik, das genaue Anpassen der Parameter und die Anpassung an Materialmerkmale können Hersteller die Schnittabweichungen minimieren und die strengen Schnittpräzisionsanforderungen von Branchen wie Automobilteilen und Hardware erfüllen.
Nur durch kontinuierliche Verbesserung aller Aspekte eines Edelstahlschnitts bis zur Länge kann man auf dem heftigen Wettbewerbsmarkt siegreich bleiben.
Wir hoffen, dass die Analyse und Vorschläge in diesem Artikel wirksame Fehlerbehebungsstrategien und Lösungen für verwandte Branchen bieten.