Die Genauigkeit der Ausrüstung spielt eine entscheidende Rolle im Produktionsprozess vonBlechzuschnittlinien.
Dieser Artikel befasst sich mit verschiedenen Aspekten von Blechzuschnittlinien, einschließlich der Genauigkeit der mechanischen Struktur, der Genauigkeit des elektrischen Steuerungssystems, der Qualität und Wartung von Werkzeugen, der Handhabung und Positionierung von Blechmaterial sowie der Optimierung von Prozessparametern, und enthüllt dabei die Geheimnisse der Qualität von Blechzuschnittmaschinen.

(1) Genauigkeit der mechanischen Struktur für Blechschneidemaschinen
Der mechanische Aufbau einesAuf Länge geschnittenes Blechist seine Grundlage, und die Fertigungsgenauigkeit jeder Komponente hat erheblichen Einfluss auf deren Gesamtleistung.
Wenn beispielsweise die Geradheit der Führungsschienen während der Bearbeitung stark abweicht, kommt es beim Transport zu Verschiebungen des Blechmaterials und damit zu ungenauen Schnittmaßen.
Darüber hinaus ist die Steigungsgenauigkeit der Leitspindel ebenso entscheidend und bestimmt direkt die Genauigkeit der Materialzuführung. Teilungsfehler können zu Abweichungen in der Schnittlänge führen und die Qualität des Endprodukts beeinträchtigen.
Beispielsweise sind bei der dünnen Kupferfolie, die für hochpräzise elektronische Komponenten benötigt wird, die Anforderungen an die Geradheit der Führungsschiene und die Steigungsgenauigkeit der Leitspindel extrem hoch. Jede geringfügige Abweichung kann zu ungeeigneten Kupferfolienabmessungen führen und dadurch die Leistung der elektronischen Komponenten beeinträchtigen.
(2) Genauigkeit des elektrischen Steuerungssystems für Blechschneidemaschinen
Das elektrische Steuerungssystem einer Blechzuschnittlinie regelt die Betriebsparameter der Anlage. Seine Genauigkeit wirkt sich direkt auf die Vorschubgeschwindigkeit des Werkzeugs und die Schnittposition aus.
Eine genaue Servomotorsteuerung ist bei der Bearbeitung von Automobilteilen, insbesondere von hochfesten Stahlplatten, sehr wichtig. Sie gewährleistet die Konsistenz der Komponentenabmessungen und erfüllt die Standards für die Automobilmontage, indem sichergestellt wird, dass jeder Scherpositionsfehler innerhalb eines sehr engen Bereichs bleibt.
Darüber hinaus ist die Reaktionsgeschwindigkeit des Steuerungssystems wichtig. Eine schnelle und präzise Reaktion ermöglicht eine zeitnahe Anpassung der Betriebsbedingungen der Blechzuschnittmaschine und vermeidet so Qualitätsprobleme aufgrund von Verzögerungen.
(1)Auswahl des Werkzeugmaterials für Blechschneidemaschinen
InBlechzuschnittlinienDie Auswahl des Werkzeugmaterials muss auf den Eigenschaften der zu bearbeitenden Platte basieren.
Schnellarbeitsstahlwerkzeuge eignen sich für gewöhnliche Weichstahlplatten, da sie eine hervorragende Schneidleistung und einen erschwinglichen Preis bieten. Für die Bearbeitung härterer Bleche wie Edelstahl und legiertem Stahl sind jedoch Hartmetallwerkzeuge erforderlich.
Ihre große Härte und Verschleißfestigkeit verlängern die Standzeit des Werkzeugs erheblich und garantieren die Schnittqualität.
Die Verarbeitung von Titanlegierungsplatten im Luft- und Raumfahrtsektor erfordert noch strengere Werkzeugmaterialien, was die Verwendung spezieller ultraharter Werkzeugmaterialien erforderlich macht, um der hohen Festigkeit und Zähigkeit der Legierung standzuhalten.
(2) Werkzeugkantenvorbereitung für Blechschneidemaschinen
Die Qualität der gescherten Oberfläche wird stark von der scharfen und robusten Kante des Werkzeugs beeinflusst. Scharfe und glatte Kanten feingeschliffener Schneidwerkzeuge tragen dazu bei, Grate und Risse beim Schneiden von Blech zu minimieren.
Hochwertige Schneidinstrumente, beispielsweise bei der Bearbeitung von Aluminiumblechen für Architekturdekorationen, garantieren eine glatte, gleichmäßige Scheroberfläche, wodurch der Nachschleifbedarf verringert und das Erscheinungsbild des Produkts sowie die Produktionseffizienz verbessert werden.
Darüber hinaus muss die Kantengeometrie des Schneidwerkzeugs entsprechend der Blechdicke und dem Material angepasst werden, um eine gleichmäßige Verteilung der Scherkräfte zu gewährleisten und somit Spannungskonzentrationen zu verhindern, die zu Blechverformungen führen können.
(3) Werkzeugwartung und -austausch für Blechschneidemaschinen
Regelmäßige Wartung und Pflege des Werkzeugs wie Reinigen und Ölen kann Rost und erhöhtem Verschleiß wirksam vorbeugen.
Die Überwachung des Werkzeugverschleißes und der sofortige Austausch stark verschlissener Werkzeuge sind entscheidend für den kontinuierlichen und stabilen Betrieb der Blechzuschnittlinie. Im Allgemeinen sollte ein Werkzeugwechsel in Betracht gezogen werden, wenn der Schneidkantenverschleiß ein bestimmtes Maß erreicht (z. B. 0,2 mm bis 0,5 mm, abhängig vom Werkzeugmaterial und dem zu bearbeitenden Blech).
Der fortgesetzte Einsatz übermäßig abgenutzter Werkzeuge kann die Qualität des Blechschneidens erheblich beeinträchtigen, was zu Maßabweichungen und einer erhöhten Gratbildung führt.
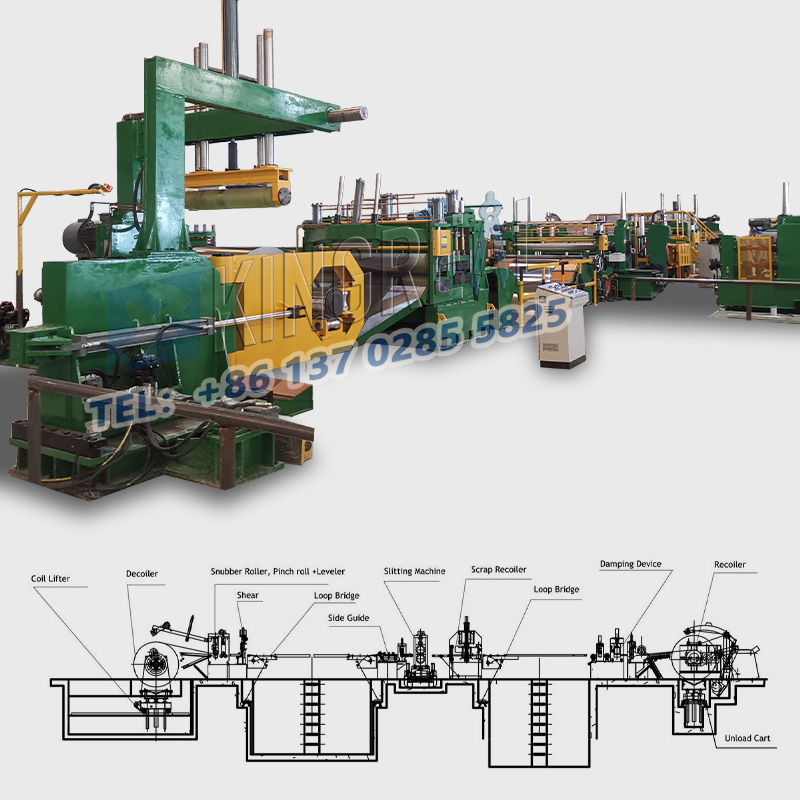
(1) Stabilität des Zuführsystems für die Blechzuschnittlinie
Ein stabiles Zuführsystem ist für die Gewährleistung einer gleichmäßigen und genauen Blattzuführung in das System unerlässlichBlechschneidemaschine.
Die Oberflächenrauheit und Rundheit der Einzugswalzen kann den reibungslosen Blatttransport beeinträchtigen. Das Blech vibriert während des Transports, wenn die Vorschubwalzen rau oder nicht rund genug sind, was zu Schwankungen der Schermaße führt.
Darüber hinaus ist die Stabilität des Antriebsdrehmoments des Vorschubmotors wichtig; Schwankungen des Antriebsdrehmoments können zu unregelmäßigen Vorschubgeschwindigkeiten führen.
Beispielsweise ist bei der Verarbeitung von verzinkten Stahlblechen für Gerätegehäuse ein sehr stabiles Zuführsystem erforderlich, um konstante Schermaße zu gewährleisten und so die Montagegenauigkeit zu wahren.
(2) Genauigkeit der Positionierungsvorrichtung für die Blechzuschnittlinie
Eine präzise Positionierungsvorrichtung sorgt dafür, dass das Blech vor dem Scheren richtig positioniert ist. Die Genauigkeit des Positionierungsgeräts sollte entsprechend den Anforderungen an die Bearbeitungsgenauigkeit des Blechs angepasst werden und im Allgemeinen ±0,1 mm bis ±0,5 mm erreichen.
Zu den gängigen Positionierungsmethoden gehören die mechanische Positionierung und die fotoelektrische Positionierung. Die mechanische Positionierung bietet eine einfachere Struktur, aber relativ geringe Genauigkeit, während die fotoelektrische Positionierung eine höhere Genauigkeit und schnellere Reaktionsgeschwindigkeiten bietet.
Bei der Bearbeitung von Blechen für Präzisionsinstrumentenkomponenten werden häufig fotoelektrische Positionierungsgeräte eingesetzt, um eine genaue Positionierung der Bleche effektiv sicherzustellen und die Produktqualität zu verbessern.
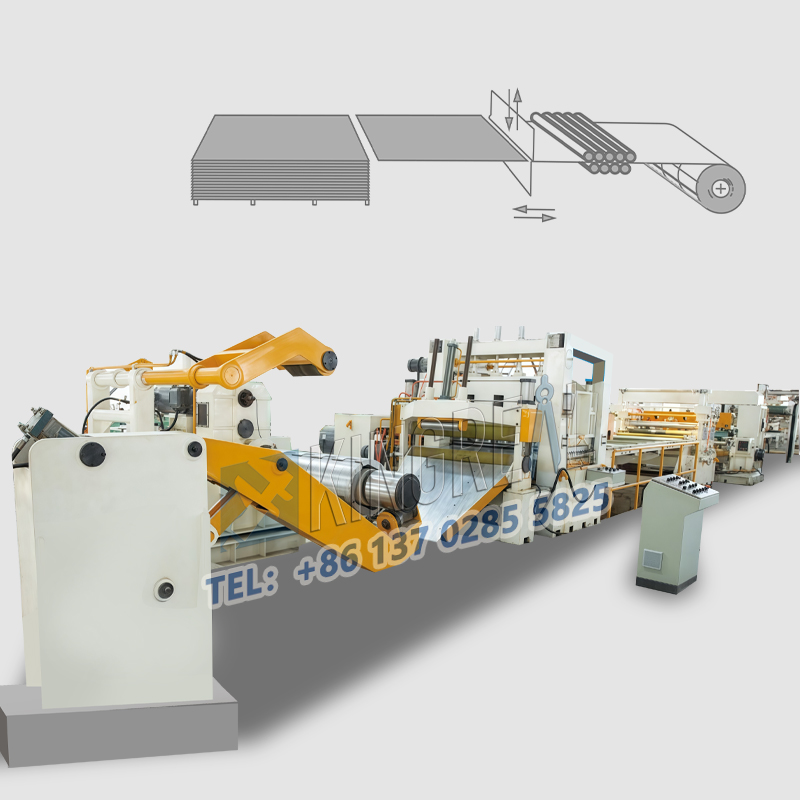
(1) Einstellung der Schergeschwindigkeit für Blechschneidemaschinen
Die Schergeschwindigkeit sollte entsprechend der Dicke und dem Material des Blechs gewählt werden. Bei dünneren Blechen kann die Schergeschwindigkeit erhöht werden, um die Ausbringungseffizienz zu erhöhen.
Bei dickeren oder härteren Blechen können jedoch zu hohe Schergeschwindigkeiten das Blech verbiegen und den Werkzeugverschleiß erhöhen. Beispielsweise könnte die Schergeschwindigkeit für die Bearbeitung gewöhnlicher Stahlbleche mit einer Dicke von 1 mm auf 30–50 Hübe pro Minute eingestellt werden; Bei hochfesten Stahlblechen mit einer Dicke von 5 mm sollte die Schergeschwindigkeit auf 10–20 Hübe pro Minute gesenkt werden.
(2)Scherspalteinstellung für Blechschnittlinie
Unter Scherspalt versteht man den Abstand zwischen Ober- und Unterschneidwerkzeug. Seine Größe beeinflusst maßgeblich die Qualität der Schnittfläche und die Lebensdauer der Schneidwerkzeuge.
Ein zu kleiner Spalt beschleunigt den Werkzeugverschleiß und beschädigt die Werkzeuge sogar, während ein zu großer Spalt Grate und Risse auf der gescherten Oberfläche verursacht.
Im Allgemeinen sollte der Scherspalt auf 5–10 % der Blechdicke eingestellt werden (der spezifische Wert hängt vom Blechmaterial ab).
Bei der Verarbeitung von Blechen aus Aluminiumlegierungen kann aufgrund ihrer Weichheit ein kleinerer Wert verwendet werden. Bei der Verarbeitung von härterem Stahl ist jedoch ein größerer Scherspalt erforderlich.