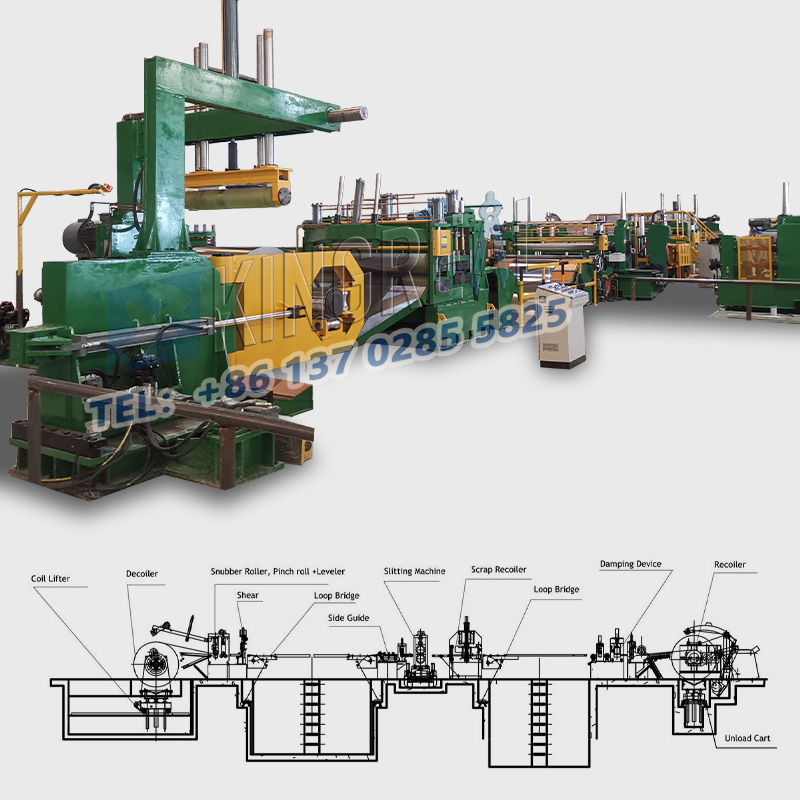
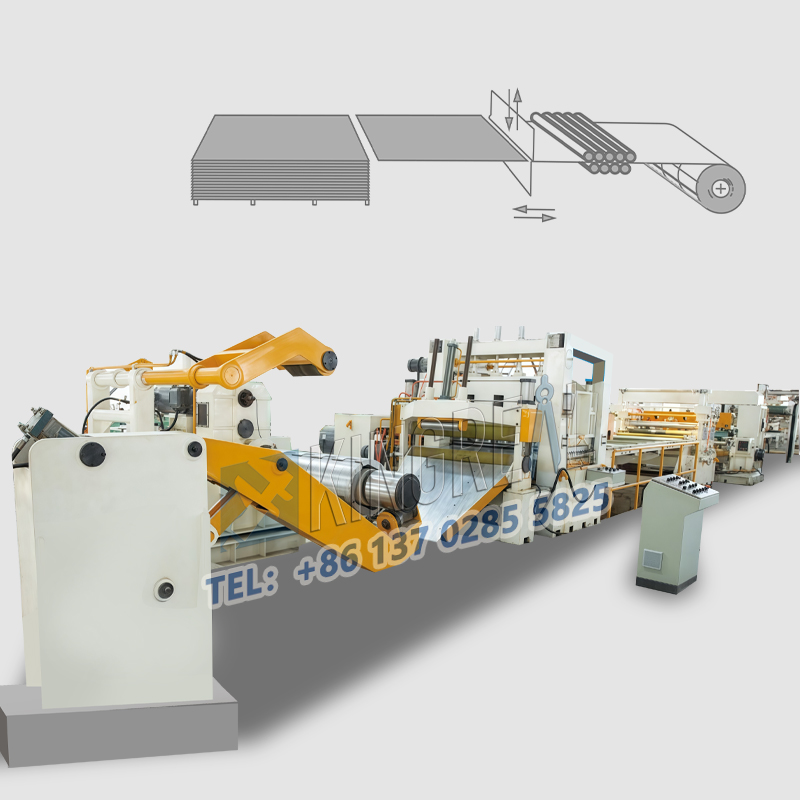
A Fly-Scher-Schnitt-zu-Länge-Linieist ein kontinuierliches Verarbeitungssystem, das aus einer Abwicklungseinheit, einem Glättungssystem und einem synchronisierten Schermechanismus besteht. KingReal Steel Slitter verwendet ein modulares Rollensystemdesign, wobei die Richtwalzen mit unabhängigen hydraulischen Feinabstimmungsmechanismen ausgestattet sind. Der fliegende Schermechanismus integriert ein Kurbelverbindungsstab-Synchronisationssystem, wodurch die Echtzeit-Anpassung der Klingengeschwindigkeit mit der Streifengeschwindigkeit gewährleistet ist. Die Stapeleinheit nutzt Vakuumsaugung und arbeitet mit einem Roboterarm zusammen, um sicherzustellen, dass die Genauigkeit der Lakenstapel in Industriequalität geschützt ist. Das Steuerungssystem enthält einen Multi-Achs-Bewegungskoordinationsalgorithmus, um die durch plötzliche Geschwindigkeitsänderungen verursachte Material-Zugverformung zu beseitigen.
Vibrationsenergie während der Hochgeschwindigkeitsumkehr in derFly-Scher-Schnitt-zu-Länge-Liniewird durch hydraulische Dämpfung absorbiert. Ein temperaturkompensierter Werkzeugspalt hält unter thermischen Expansionsbedingungen eine konstante Scherlücke. Das Klingenmaterial wird mit einer Verbundbeschichtung behandelt, wodurch ein Mikrohattheit-Gradienten erzeugt wird, der die abrasive Schnittwiderstand verbessert. Die Ausrüstung von Kingreal Steel Slitter hat rheologische Tests durchlaufen, um eine konsistente Flachheit für Streifen unterschiedlicher Ertragsfestigkeit zu gewährleisten.

| Maschinenart | Schnitt auf Länge Maschine |
| Maximale Spulendicke | 25mm |
| Max -Spulenbreiten | 3600 mm |
| Maximales Spulengewicht | 20ton |
| Hauptspulenschnittlänge | 25mm |
| Schertyp | Fliegenschur |
| Schergeschwindigkeit | 60 m/min |
| Toleranz schneiden | ± 0,01 mm |
Vor Beginn derFly-Scher-Schnitt-zu-Länge-LinieDrehen Sie das Richtungsrollensystem manuell, um nach Verstopfung zu prüfen. Entfernen Sie den Maßstab aus dem Rollenlücken und verwenden Sie einen nichtmetallischen Schaber, um die Chrombeschichtung zu schützen. Füllen Sie die Scherhandscheiben mit speziellem Fett jede Verschiebung nach und steuern Sie die Fettmenge auf einen minimalen Betrag, der aus dem Überlaufloch herausdrückt. Reinigen Sie die Gelenklager des Stapelroboters vierteljährlich und ersetzen Sie sie durch hochtemperaturbeständige Schmiermittel.
Monatlich überprüfen Sie den radialen Runout derFly-Scher-Schnitt-zu-Länge-LinieDie Richtungsanordnung und die sich verjüngten Rollenlager ersetzen, wenn sie aus der Toleranz geraten. Führen Sie dynamische Ausgleiche nach dem Schärfen der Scherblätter durch, um sicherzustellen, dass der Moment des Trägheitsunterschieds in einem sicheren Bereich liegt. Ersetzen Sie den Hydrauliksystemfilter alle sechs Monate und testen Sie das neue Filterelement für die Partikelverunreinigung. Reinigen Sie die Kühlkanäle des Elektrokabels vierteljährlich und untersuchen Sie die Kabelisolierung auf Anzeichen des Alterns.
Reinigen Sie den photoelektrischen Sensorspiegel zur Kontamination und kalibrieren Sie den Referenznullpunkt. Überprüfen Sie den Vakuumdruck des Vakuumgenerators und ersetzen Sie die Dichtungsbaugruppe, wenn ein Leck vorliegt. Testen Sie die Wiederholbarkeit des Roboters und passen Sie die Anti-Backlash-Parameter des Servosmotors an, wenn die Getriebefreiheit die Toleranz überschreitet.