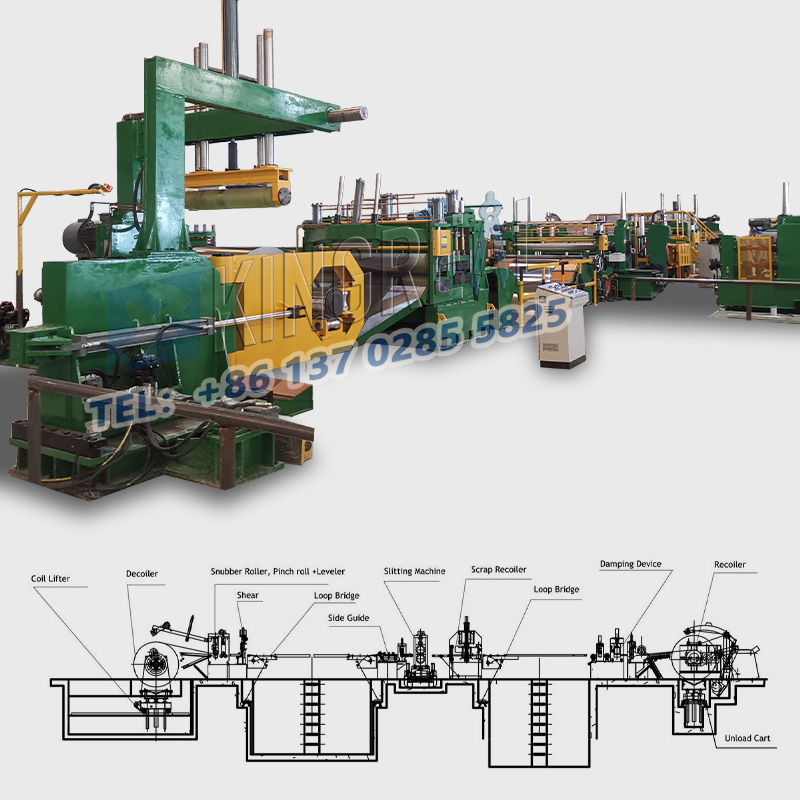
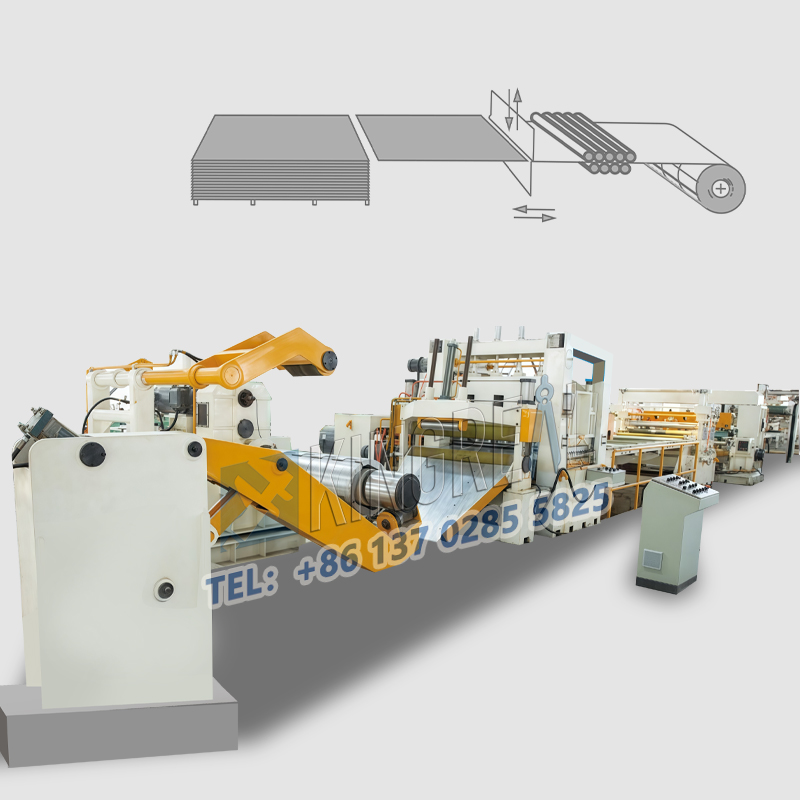
A Schneidemaschine aus verzinktem Stahlschneidet Metallbänder hauptsächlich in Längsrichtung und spult die resultierenden schmalen Bänder zu Spulen auf. Diese Längsschneideanlage aus verzinktem Stahl umfasst das Abwickeln, die Materialpositionierung, das Längsschneiden und das Zurückspulen. Es ist wegen seiner einfachen Bedienung, der hohen Schnittqualität, der hohen Materialausnutzung und der stufenlosen Regulierung der Schnittgeschwindigkeit weithin gefragt.

Jedes Detail derLängsteilanlage aus verzinktem Stahlwurde von den Ingenieuren von KINGREAL STEEL SLITTER sorgfältig entworfen. Es erfüllt nicht nur seine Schneidfunktion, sondern sorgt auch für die Betriebssicherheit. Sie haben es vielleicht nicht bemerkt, aber die Schutzfunktionen der Schneidemaschine aus verzinktem Stahl sind in jeden Aspekt ihres Betriebs integriert.
Beispielsweise wird die Messerwelle der Schneidanlage aus verzinktem Stahl von hochpräzisen Werkzeugmaschinen-Spindellagern getragen, wodurch Axial- und Radialschlag minimiert werden. Darüber hinaus verfügt die Messerscheibe über einen Dreipunkt-Verriegelungsmechanismus mit Muttern (oder einer Hydraulikmutter zum sicheren Anziehen), der sowohl Maßhaltigkeit als auch sichere Verriegelung gewährleistet. Um die Einstellung der Schnittgeschwindigkeit zu erleichtern, werden elektronische und hydraulische Steuerungskomponenten eingesetzt. Dies bietet nicht nur eine hohe Zuverlässigkeit und eine robuste Immunität des Steuerungssystems, sondern, was noch wichtiger ist, es verfügt über eine Selbstdiagnosefunktion, die eine schnelle Identifizierung von Fehlerursachen ermöglicht. Darüber hinaus werden die Schneidmaschinen aus verzinktem Stahl durch eine Exzenterhülse eindeutig positioniert. Selbst bei Änderungen der Exzentrizität und des Schergewichts bleibt die Vorschubhöhe konstant, was sowohl Zuverlässigkeit als auch Sicherheit gewährleistet.
Die Klinge ist das Betätigungselement desSchneidemaschine aus verzinktem Stahl. Die optimale Schneidleistung hängt stark von der Klinge und vor allem von der Konfiguration des Klingenhalters ab. Längsteilanlagen aus verzinktem Stahl verwenden eine Vielzahl von Klingenhalterkonfigurationen, jede mit ihren eigenen einzigartigen Eigenschaften und Einsatzmöglichkeiten. Werkzeughalter für Schlitzmaschinen aus verzinktem Stahl gibt es in vier Ausführungen: Schieber, Exzenter, verstellbare Messerwelle und Schwingarm. Der Schiebertyp ist einer der frühesten und gebräuchlichsten Typen von Schneidlinien-Werkzeughaltern aus verzinktem Stahl. Bei diesem Typ ist die untere Messerwelle an den beweglichen und festen Rahmen befestigt, während die obere Messerwelle in linken und rechten Schiebern untergebracht ist. Diese Schieber ermöglichen eine vertikale Bewegung innerhalb der Führungsschienen der beweglichen und festen Rahmen.
Exzentrische Werkzeughalter sind meist doppelexzentrisch, was bedeutet, dass sowohl die obere als auch die untere Messerwelle in exzentrischen Hülsen gelagert ist. Diese Wellen werden über ein Einstellgetriebe von einer synchronen Getriebewelle angetrieben und drehen sich in entgegengesetzte Richtungen, um die Exzentrizität anzupassen und dadurch die Höhe der oberen und unteren Messerwellen zu variieren.
Werkzeughalter mit einstellbarer Klingenwellenlänge verfügen über eine einzigartige Funktion: Der linke bewegliche Rahmen kann so eingestellt werden, dass er sich dem äußersten Klingenpaar am linken Ende der Klingenwelle nähert, wodurch die Arbeitslänge der Klingenwelle verkürzt und die Steifigkeit der Klingenwelle erhöht wird. Dank dieser Funktion können Schneidmaschinen aus verzinktem Stahl sowohl breite und dünne als auch schmale und dicke Bänder verarbeiten und bieten so ein breites Anwendungsspektrum. Der letzte Typ ist der Schwingarm-Klingenhalter. Sein Aufbau ist deutlich einfacher und eignet sich daher vor allem zum Längsschneiden dünner Bänder.
 |
 |
 |
Schneidemaschinen aus verzinktem Stahlwerden hauptsächlich für die Blechbearbeitung eingesetzt und ihre Funktionen sind weitgehend automatisiert, weshalb das Steuerungssystem innerhalb der Anlage besonders wichtig ist. Längsteilanlagen aus verzinktem Stahl verwenden ein elektrohydraulisches Servosteuerungssystem, das in erster Linie die Umwandlung verschiedener Signale nutzt, um verschiedene Aktionen auszuführen. Es stehen jedoch viele Methoden zur Signalumwandlung zur Verfügung.
1. Hochgeschwindigkeits-Ein/Aus-Ventilmethode für Längsschneideanlagen aus verzinktem Stahl
Bei dieser Methode wird ein Hochgeschwindigkeits-Drehmomentmotor verwendet, um direkt oder indirekt ein Ein-Aus-Ventil mit fester Öffnung anzutreiben. Das vom Computer ausgegebene digitale Signal wird verstärkt und steuert dann das Ventil, sodass es zwischen geöffnetem und geschlossenem Zustand gesteuert werden kann. Das Rückmeldungssignal wird von einem Probenehmer verarbeitet und als digitale Größe an den Computer zurückgesendet, der den Betrieb der Schlitzschere steuert.
2. Digital-Analog-Umwandlungsmethode für eine Längsteilanlage aus verzinktem Stahl
Ein Digital-Analog-Wandler wandelt das vom Computer erzeugte digitale Signal in eine analoge Größe um, die zur Steuerung des am Eingang eines Servoventils oder Proportionalventils anliegenden Stroms verwendet wird. Das Rückkopplungssignal wird ebenfalls von einem Analog-Digital-Wandler in eine digitale Größe umgewandelt und dann in den Computer eingespeist, wodurch die Signalumwandlung abgeschlossen ist.
3. Schrittmotormethode für eine Längsschneideanlage aus verzinktem Stahl
Es basiert auf einer Konvertierungsmethode, die von einer Schrittmotorsteuerung implementiert wird. Das vom Computer ausgegebene digitale Signal wird als Impulse in den Konverter eingegeben. Der Drehwinkel des Schrittmotors wird über eine Übertragungsvorrichtung in eine Ventilöffnung umgewandelt und bildet so ein digitales Durchflussventil. Darüber hinaus ist der Ausgangsdruck proportional zum Ausgangsdruck und bildet ein digitales Druckventil, wodurch der gewünschte Effekt erzielt wird.
WährendLängsteilanlage aus verzinktem StahlIm Betrieb ist die Spannung ein entscheidender Leistungsparameter, der sowohl den Auf- als auch den Abwickelvorgang beeinflusst. Um die Spannung in Schneidemaschinen aus verzinktem Stahl effektiv zu steuern, sind Spannungsregler wesentliche Komponenten. Der Spannungsregler misst die Geschwindigkeit, berechnet den Wickeldurchmesser und stellt die Spannung durch Messung des Lastmoments ein.
Da der Spannungsregler einer Längsschneideanlage aus verzinktem Stahl ein Standard-Analogsignal von null bis zehn Volt ausgibt, das dem Nenndrehmoment des Asynchronmotors entspricht, kann dieses Analogsignal an einen Frequenzumrichter angeschlossen werden, um einen Drehmomentreferenzwert auszuwählen. Dies gewährleistet eine konstante Spannung während des Betriebs. Wenn es sich im Spannungsregelungsmodus befindet, unabhängig davon, ob es sich um einen Gleichstrommotor, einen Wechselstrommotor oder einen Servomotor handelt, muss die Geschwindigkeit begrenzt werden. Andernfalls wird, wenn das vom Motor erzeugte Drehmoment das Lastdrehmoment übersteigt und läuft, eine Rotationsbeschleunigung erzeugt, wodurch die Drehzahl weiter ansteigt, bis sie die maximale Drehzahl erreicht.