Metallschneidemaschinenwerden zur Herstellung schmaler Bänder verwendet, die den Kundenanforderungen aus Metallspulen wie Edelstahl, Stahl, Aluminium, Kupfer, warmgewalzt, kaltgewalzt und PPGI durch Prozesse wie Abwickeln, Längsschneiden und Aufwickeln entsprechen. Diese Metallschneideanlagen werden in der Metallverarbeitung häufig eingesetzt. Als zentrales Glied in der Feinbearbeitung von Metallspulen verbindet die Metallschneidemaschine die Rohstoffe mit der Produktion der nachgelagerten Fertigprodukte. Unter ihnen ist die Nachfrage nach Metallschneideanlagen in Bereichen wie der Automobilteile-, Haushaltsgerätegehäuse- und Rohrherstellung besonders groß.
Daher kann das Verständnis von Metallschneidelinien und Schneidprozessen Unternehmen dabei helfen, Produktionsabläufe zu optimieren, Materialverschwendung zu reduzieren, die Produktgenauigkeit zu verbessern und den Grundstein für eine anschließende effiziente Produktion zu legen. In diesem Artikel stellt KINGREAL STEEL SLITTER das Schlüsselwissen über Metallschneidemaschinen und Schneidprozesse anhand von fünf Tipps für jedermann vor.

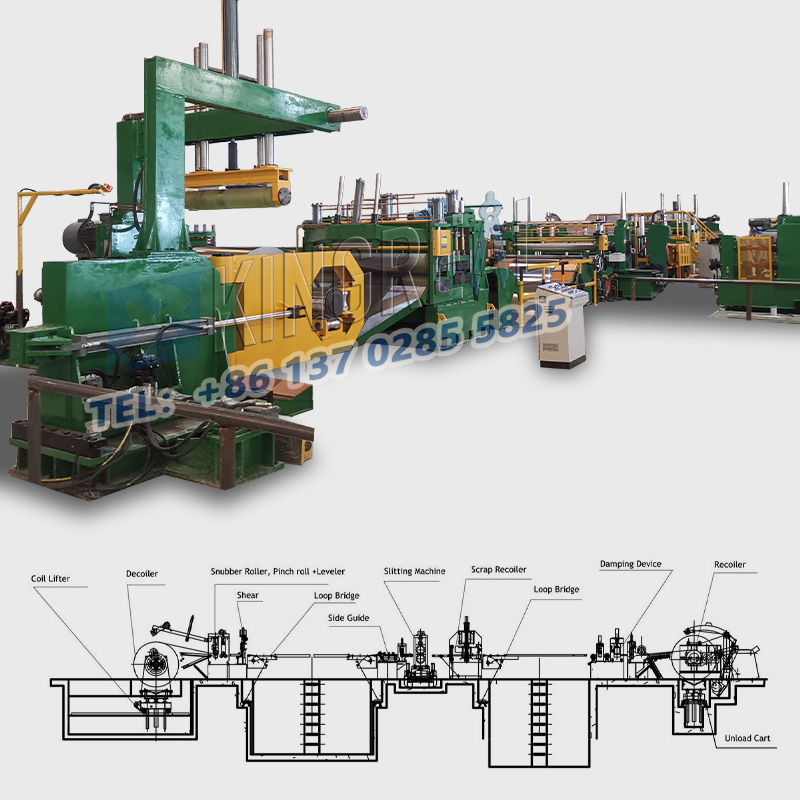
- Abwickeleinheit für Metalllängsteilanlage
Die Abwickelhaspel dient zur stabilen Freigabe von Metallspulen wie Stahl- und Aluminiumbändern und verhindert so ein Abweichen der Spulen oder eine ungleichmäßige Spannung. Im Allgemeinen umfasst die mit einer Metallschneidemaschine ausgestattete Abwickelhaspel eine Spulenstützwelle und ein Spannungskontrollsystem. Einige Metallschneidemaschinen sind außerdem mit einer automatischen Zentriervorrichtung ausgestattet, um sich an Metallspulen unterschiedlicher Breite/Dicke anzupassen.
- Führungs- und Nivellierungseinheit für Metallspaltlinie
Ausrüsten derMetallschneidanlagemit Führungs- und Nivellierungseinheit zielt darauf ab, die Biegung und Faltenbildung des Coils während des Transports zu korrigieren, um sicherzustellen, dass das Coil in einem flachen Zustand in die Längsschneidephase gelangt, und um nachfolgende Schnittfehler zu reduzieren. Darüber hinaus wirkt sich der Einebnungseffekt direkt auf die Ebenheit des endgültigen Schneidbretts aus und vermeidet raue Schnittkanten, die durch Unebenheiten des Coils verursacht werden
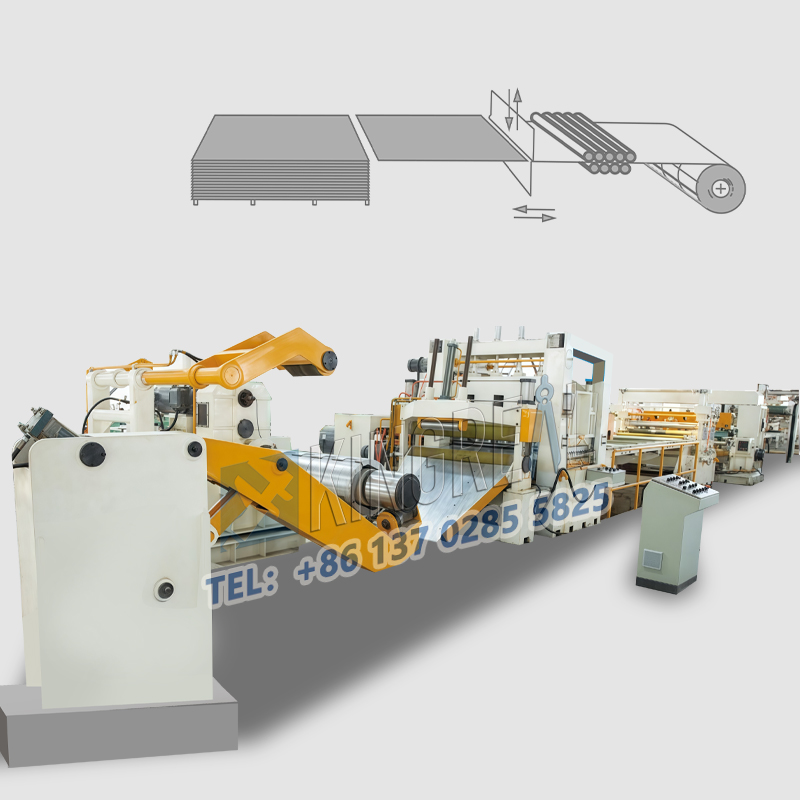
เป็นอุปกรณ์สำคัญที่ใช้กันอย่างแพร่หลายในอุตสาหกรรมต่างๆ เช่น เครื่องใช้ในบ้าน รถยนต์ และวัสดุก่อสร้าง หน้าที่หลักคือการคลาย ยืด และตัดแถบโลหะตามขนาดที่กำหนด จากนั้นจึงเรียงแผ่นโลหะที่ได้ออกมาอย่างเรียบร้อย ด้วยความก้าวหน้าของสังคมและเทคโนโลยี โซลูชั่นการผลิตแบบตัดโลหะตามความยาวอัตโนมัติรุ่นใหม่ได้ถือกำเนิดขึ้น เมื่อเปรียบเทียบกับเครื่องตัดตามความยาวมาตรฐานหรือกึ่งอัตโนมัติแบบดั้งเดิม เครื่องตัดโลหะตามความยาวแบบอัตโนมัติเหล่านี้สามารถปรับได้อย่างยืดหยุ่นเพื่อตอบสนองความต้องการในการประมวลผลของเครื่องชั่งและวัสดุโลหะต่างๆ ซึ่งช่วยปรับปรุงประสิทธิภาพการผลิตและคุณภาพของผลิตภัณฑ์ได้อย่างมาก
Die Metallschneidemaschine schneidet breite Metallspulen durch mehrere Schlitzmessersätze in schmale Streifen entsprechend der voreingestellten Größe. Dabei beträgt die Einstellgenauigkeit des Messergruppenabstands der Metallschneidemaschine normalerweise ±0,1 mm. Das Material der Klingen wird von den Ingenieuren von KINGREAL STEEL SLITTER entsprechend der Art der Verarbeitungsmaterialien des Kunden ausgewählt, z. B. Schnellarbeitsstahl, Hartlegierung, kompatibel mit Metallen unterschiedlicher Härte.
- Wickeleinheit für Metallschneidemaschine
Die schmalen Metallstreifen werden nach dem Schlitzen sauber zu Rollen aufgewickelt, um die anschließende Lagerung, den Transport oder den direkten Übergang in den nächsten Verarbeitungsprozess (z. B. Stanzen, Biegen) zu erleichtern. Die Wickelspannung sollte auf die Schnittgeschwindigkeit abgestimmt sein, um zu verhindern, dass sich der Streifen während des Wickelns ausdehnt und verformt oder lockert, wodurch die Festigkeit des fertigen Rollenmaterials gewährleistet wird.
Schritt 1: Spuleninspektion und Parametereinstellung für die Metallspaltlinie
Testen Sie das Material (z. B. Kohlenstoffstahl, Edelstahl, Aluminiumlegierung, Siliziumstahl usw.), die Dicke (0,2–16 mm) und die Breite der Metallspule und passen Sie die entsprechenden Parameter anMetallschneidanlage. Geben Sie wichtige Parameter wie Schnittbreite, Wickelgeschwindigkeit und Spannungswert in das Anlagensteuerungssystem ein.
Schritt 2: Für die Metallschneidelinie abrollen und nivellieren
Starten Sie die Abwickelhaspel, um das Spulenmaterial freizugeben, richten Sie es durch den Führungsmechanismus aus und beseitigen Sie dann die innere Spannung des Spulenmaterials durch die Nivellierrolle, um sicherzustellen, dass das Spulenmaterial reibungslos in den Schneidprozess gelangt.
Schritt 4: Rückspulen für Metallschneidemaschine
Die Schneidmessergruppe schneidet das Coil in voreingestellten Abständen in Längsrichtung und fixiert das Coil gleichzeitig durch den Pressmechanismus, um eine Verschiebung des Coils während des Schneidens zu verhindern. Überwachen Sie die Kantenschnittqualität in Echtzeit (z. B. keine Grate und keine gewellten Kanten) und passen Sie den Druck oder die Geschwindigkeit des Werkzeugsatzes je nach Situation an.
Schritt 4: Rückspulen für Metallschneidemaschine
Die schmalen Streifen gelangen nach dem Schlitzen durch die Führungsrolle in den Aufwickler und werden entsprechend der voreingestellten Spannung zu Rollen aufgewickelt. Einige Modelle sind mit automatischen Schneid- und Etikettierfunktionen ausgestattet
 |
 |
Entsprechend den unterschiedlichen Anforderungen der Kunden hat KINGREAL STEEL SLITTER verschiedene Arten von Metallschneidlinien entwickelt. Das Folgende ist der Fertigungsplan für die Metallschneidemaschine.
Nach Metallmaterial: Edelstahl-Coil-Schneidemaschine, Stahlband-Schneidemaschine, Silizium-Stahl-Coil-Schneidemaschine, Aluminium-Coil-Schneidemaschine ....
Nach Materialstärke:leichte Schneidemaschine(0,2-3mm),mittelschwere Schneidemaschine(3mm-6mm),Hochleistungsschneidemaschine(6-16mm).
Nach Automatisierungsgrad:Vollautomatische MetallschneidemaschineVollautomatische Metallschneidemaschine
Durch Anpassung:Hochgeschwindigkeits-Metallschneidemaschine, Spulenschneidemaschine mit doppeltem Schneidkopf, Hochgeschwindigkeits-Metallschneidemaschine.
Regelmäßige Reinigung: Entfernen Sie Metallreste aus dem Inneren des
Mögliche Ursachen: Klingenverschleiß/Passivierung, falsche Einstellung des Klingengruppenabstands und Nichtübereinstimmung zwischen Schnittgeschwindigkeit und Metallmaterial.
Lösung 1: Überprüfen Sie regelmäßig dieMetallschneidanlageund tauschen Sie die Klingen aus, kalibrieren Sie den Abstand der Klingengruppen neu und passen Sie die Schnittgeschwindigkeit entsprechend der Härte des Metalls an.
Problem 2: Zu große Abweichung in der Breite der Streifen nach dem Schlitzen
Mögliche Ursachen: Ungenaue Zentrierung des Coils, ungenügende Positionierungsgenauigkeit der Werkzeuggruppe und Spannungsschwankungen, die zu einer Verschiebung des Coils führen.
Lösung 2: Überprüfen Sie die Zentrierfunktion des Führungsmechanismus der Metallschneidemaschine, kalibrieren Sie das Positionierungssystem der Messergruppe neu und optimieren Sie die Parameter der Spannungsregelung.
Problem 3: Das Rollenmaterial wird nach dem Aufwickeln locker oder knittert
Mögliche Ursachen: unzureichende oder ungleichmäßige Wickelspannung, asynchrone Wickelgeschwindigkeit und Schnittgeschwindigkeit, unvollständige Nivellierung des Spulenmaterials.
Lösung: Stellen Sie die Wickelspannung auf einen geeigneten Wert ein, optimieren Sie gleichzeitig die Schnitt- und Wickelgeschwindigkeit und prüfen Sie, ob die Walzenwellen der Richtmaschine in der Metallschneidemaschine verschlissen sind.
*Qualitätsprüfung des Schneidprozesses
Maßprüfung: Verwenden Sie Messschieber und Laser-Breitenmessgeräte, um die Breiten- und Dickengenauigkeit der schmalen Streifen zu prüfen und sicherzustellen, dass sie den Bestellanforderungen entsprechen.
Sichtkontrolle: Prüfen Sie visuell oder mit Werkzeugen, ob die Schnittkante glatt und gratfrei ist und ob Kratzer oder Falten auf der Oberfläche des Rollenmaterials vorhanden sind.
Leistungsprüfung: Prüfen Sie, ob die mechanischen Eigenschaften des Metalls nach dem Schlitzen (z. B. Zugfestigkeit) durch die Bearbeitung beschädigt wurden.
*Tägliche Wartung von Metallschneidemaschinen
Regelmäßige Reinigung: Entfernen Sie Metallreste aus dem Inneren desMetallschneidanlageum zu verhindern, dass es in der Werkzeugbaugruppe hängen bleibt oder die Genauigkeit des Führungsmechanismus beeinträchtigt.
Komponentenschmierung: Tragen Sie regelmäßig Schmieröl auf bewegliche Teile wie die Lager der Werkzeugeinstellgruppe und die Abwickel-/Aufwickelwellen auf, um den Verschleiß zu reduzieren
Klingenpflege: Polieren und passivieren Sie die Klingen regelmäßig oder tauschen Sie sie je nach Abnutzungsgrad aus, um eine Beeinträchtigung der Bearbeitungsqualität durch Klingenprobleme zu vermeiden.
Systemkalibrierung: Kalibrieren Sie die Parameter im SPS-Steuerungssystem monatlich/vierteljährlich, um sicherzustellen, dass sich die Metallschneidelinie in einem präzisen Betriebszustand befindet.