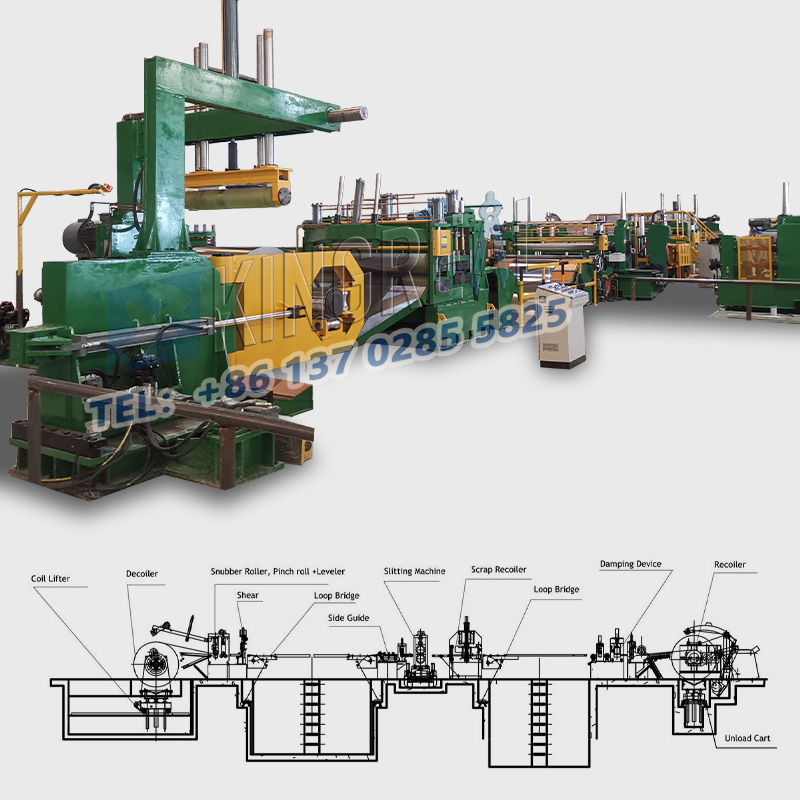
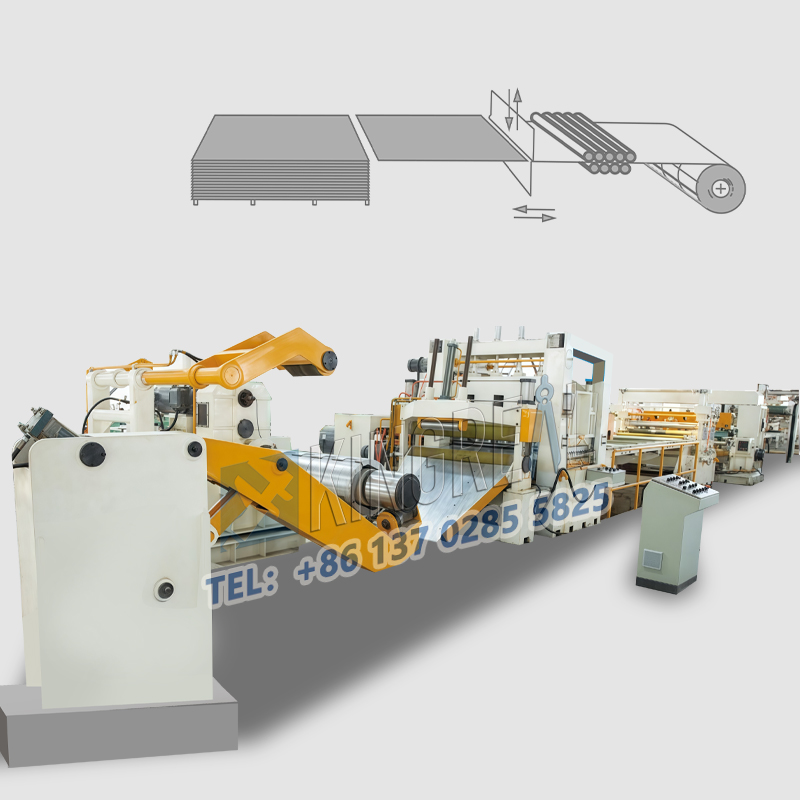
Längsteilanlagen für StahlcoilsFühren Sie Vorgänge wie das Abwickeln, Schneiden und Aufwickeln breiter Materialrollen durch, um schmale Streifen mit hoher Präzision und ohne Grate herzustellen. Während des Betriebs der Stahlcoil-Schneidmaschine können jedoch einige anormale Phänomene auftreten, einschließlich anormaler Wicklungsformen und Verformungen bei der Blechbearbeitung. In diesem Artikel von KINGREAL STEEL SLITTER wird ausführlich erläutert, wie häufig auftretende Probleme in Längsteilanlagen für Stahlbänder gelöst werden können, um einen effizienten Betrieb sicherzustellen.
1. Weiche Spule
-Phänomen: Aufgrund der Lockerheit entwickelt die Stahlspule eine ovale, weiche Spule, sobald sie von der Welle der Aufwickelmaschine abgenommen wird.
-Lösung: Stellen Sie sicher, dass zu Beginn des Wickelns genügend Spannung vorhanden ist, und verringern Sie dann langsam den Druck, wenn das Spulenvolumen zunimmt. Durch die richtige Spannungseinstellung kann das Auftreten weicher Spulen wirksam verhindert werden.
2. Ungleichmäßige Wicklung
-Phänomen: Die Stahlspule weist eine teleskopartige Form auf, die durch falsches Wickeln verursacht wird.
-Ursachen und Lösungen:
A. Unzureichende Spannung: Wenn die Anfangsspannung niedrig ist, kommt es bei der Endbearbeitung zwangsläufig zu Fehlausrichtungen. Zu Beginn des Aufwickelns empfiehlt es sich, die Spannung zu erhöhen; Reduzieren Sie es schrittweise, wenn das Spulenvolumen zunimmt.
B. Unausgeglichene Spannung: Ein schlechter Schnittwinkel oder eine Fehlausrichtung der Führung können zu unregelmäßigen Längen auf beiden Seiten führen. Stellen Sie sicher, dass die Aufwickelmaschine richtig ausgerichtet ist, um die Möglichkeit von Spannungsschwankungen zu minimieren. Überprüfen Sie die Einstellungen.
C. Schlechte Einrastposition der inneren Klemme: Inkonsistentes Einrasten führt zu Spannungsänderungen; Die Position des Separators muss neu eingestellt werden, um die Konsistenz sicherzustellen.
D. Stahlband, das in der Schleife nach links und rechts schwingt: Durch die Verwendung weicher Materialien wie Filz zum Niederdrücken kann ein Schwingen wirksam verhindert werden.
E. Stillstand der Produktionslinie: Beim Neustart nach einem Stillstand sollte auf die Wiederherstellung der Spannung geachtet werden, um einen stabilen Wickeldruck aufrechtzuerhalten.
F. Falsche Trennbreiteneinstellung: Stellen Sie sicher, dass die Trennbreite richtig eingestellt ist, im Allgemeinen die Breite des fertigen Produkts plus Plattendicke.
3. Wölbung des Innendurchmessers
-Phänomen: Während des Wickelvorgangs weist das Stahlband beim Herausnehmen aus der Wickelmaschine plötzlich eine Wölbung des Innendurchmessers auf.
-Ursache: Dies hängt meist mit einer zu hohen Wickelspannung zusammen, insbesondere bei der Verarbeitung dicker Bleche.
-Lösung: Passen Sie den Druck an und achten Sie auf eine gleichmäßige Spannung, um eine Wölbung des Innendurchmessers zu vermeiden.
1. Schlangenartige Biegung (Sichelbiegung)
-Phänomen: Scherung führt dazu, dass sich das Stahlcoil in Breitenrichtung biegt.
-Ursachen und Gegenmaßnahmen:
A. Probleme mit dem Rohmaterial: Nach dem Scheren wird die Restspannung in der Mutterspule abgebaut. Es wird empfohlen, während der Materialbearbeitung eine Entspannungsbehandlung durchzuführen.
B. Gratprobleme: Grate verursachen eine ungleichmäßige Kantendicke. Achten Sie bei der Bearbeitung auf scharfe Werkzeuge, um Grate zu vermeiden.
C. Ungleichmäßiger Klingenspalt: Sorgen Sie für einen gleichmäßigen Klingenspalt, um Dehnungsunterschiede zu vermeiden, die durch zu große oder kleine Lücken in bestimmten Bereichen verursacht werden.
D. Einseitige Spannung des Aufwicklers: Sorgen Sie für eine gleichmäßige Gesamtspannung und passen Sie die Separatoren und Spannplatten an, um eine gleichmäßige Spannung zu gewährleisten.
E. Zu feste Seitenführungen: Passen Sie die Seitenführungen während des Schlitzens entsprechend an, um eine übermäßige Spannung zu vermeiden.
2. Randwellen
-Phänomen: Die Kanten des Stahlbandes verformen sich durch Dehnung.
-Ursachen und Gegenmaßnahmen:
A. Durch Grate verursachte Kantenwellen: Verstärken Sie die Gratüberwachung und beheben Sie diese sofort.
B. Übermäßiger Druck der Messrolle: Passen Sie die Rollendruckparameter an, um eine Überdehnung zu verhindern.
C. Seitenverschleiß der Schneidwerkzeuge: Um die Schnittqualität zu gewährleisten, überprüfen Sie häufig den Zustand der Schneidwerkzeuge.
D. Höhenunterschied in den Seitenführungen: Überprüfen Sie regelmäßig die Höhe der Schneidwerkzeuge, um eine einheitliche Höhe sicherzustellen.
E. Verschleiß der Umlenkrolle vor dem Aufwickler: Messen Sie regelmäßig den Verschleiß der vorderen Rolle, um eine gleichmäßige Spannung sicherzustellen.
3. Taillenfalten
-Phänomen: In der Breitenrichtung der Stahlplatte treten durchgehende Falten auf.
-Ursachen und Gegenmaßnahmen:
A. Durch das Schlitzmesser verursachte Falten: Passen Sie die Größe der Gummiringe an, um zu verhindern, dass sie von den Schneidwerkzeugen erfasst werden.
B. Probleme mit der Rohmaterialform: Verwenden Sie eine Dreiwalzen-Richtmaschine und führen Sie vor dem Schneidschritt Qualitätsprüfungen durch.
C. Probleme mit der Expansions- und Kontraktionstrommel: Sorgen Sie während des Expansions- und Kontraktionsvorgangs für einen guten Kontakt zwischen dem Stahlband und der Trommel, um Unebenheiten zu vermeiden.
4. Aufzugsspuren
-Phänomen: Die Unebenheit der Oberfläche der sich ausdehnenden und zusammenziehenden Trommel des Aufwicklers beeinflusst die Wickelqualität.
-Gegenmaßnahmen: Überprüfen Sie regelmäßig die Oberfläche der Expansions- und Kontraktionstrommel und stellen Sie sie umgehend neu ein oder ersetzen Sie sie.
5. Falten
-Phänomen: Auf der Oberfläche der Stahlplatte treten Falten auf.
-Ursachen und Lösungen:
A. Probleme mit dem Trägerpapier: Stellen Sie die Qualität des Trägerpapiers sicher und vermeiden Sie Überlappungen und Faltenbildung.
B. Probleme mit den Gummiringen: Überprüfen Sie regelmäßig den Zustand der Gummiringe, um sicherzustellen, dass sie nicht locker sind.
C. Falsche Spannungseinstellung: Verstärken Sie die Einstellung der Spannungsplatte, um Falten zu vermeiden.
Bei der FehlerbehebungLängsteilanlage für StahlcoilsBei Störungen sollte systematisch vorgegangen werden. In der Regel können folgende Schritte befolgt werden:
-Datenaufzeichnung: Notieren Sie die Betriebsumgebung, die Zeit und die eingestellten Parameter, wenn die Störung auftritt.
-Inspektion vor Ort: Führen Sie eine Sichtprüfung durch, um den Betriebsstatus der Stahlcoil-Schneidemaschine zu überwachen.
-Mit dem Betreiber kommunizieren: Fragen Sie den Betreiber nach den Bedienschritten, bevor die Störung aufgetreten ist.
-Schritt-für-Schritt-Fehlerbehebung: Überprüfen Sie potenzielle Probleme einzeln gemäß der oben genannten Fehlerklassifizierung.
-Werkzeugverwendung: Verwenden Sie die erforderlichen Werkzeuge und Instrumente zur Messung und Einstellung.
KINGREAL STEEL SLITTER hofft, dass Sie mit diesem Artikel verschiedene Probleme im Betrieb effektiv lösen könnenLängsteilanlage für Stahlcoilsund sorgen für eine stabile und kontinuierliche Produktion. Regelmäßige Wartung und professionelle Schulung sind ebenfalls wichtige Maßnahmen zur Vermeidung von Störungen.