1. Während des Betriebs desAusrüstung für MetallschneidemaschinenWenn das Werkzeug ein Problem mit der seitlichen Schwingung hat, führt dies zu Dimensionsfehlern, wie z. B. der seitlichen Schwingung des Werkzeugs und dem Außendurchmesser des Werkzeugs. Weil der seitliche Schwenkwert des Werkzeugs nicht Null sein kann. Der Grund ist der Präzisionsfehler der Werkzeugdicke, des Innendurchmessers, der Distanzhülsenbreite usw. sowie die Verformung, die durch die seitliche Belastung beim Scheren der dicken Platte verursacht wird.
2. Bei der Herstellung der Stahlschneidemaschinenausrüstung weist die Stahlplatte das Problem der Querverformung auf, was zu schlechten Breitenabmessungen führt. Dies liegt daran, dass der gemessene Produktschnitt im Querverzugszustand größer ist als der Einstellwert des Messers.
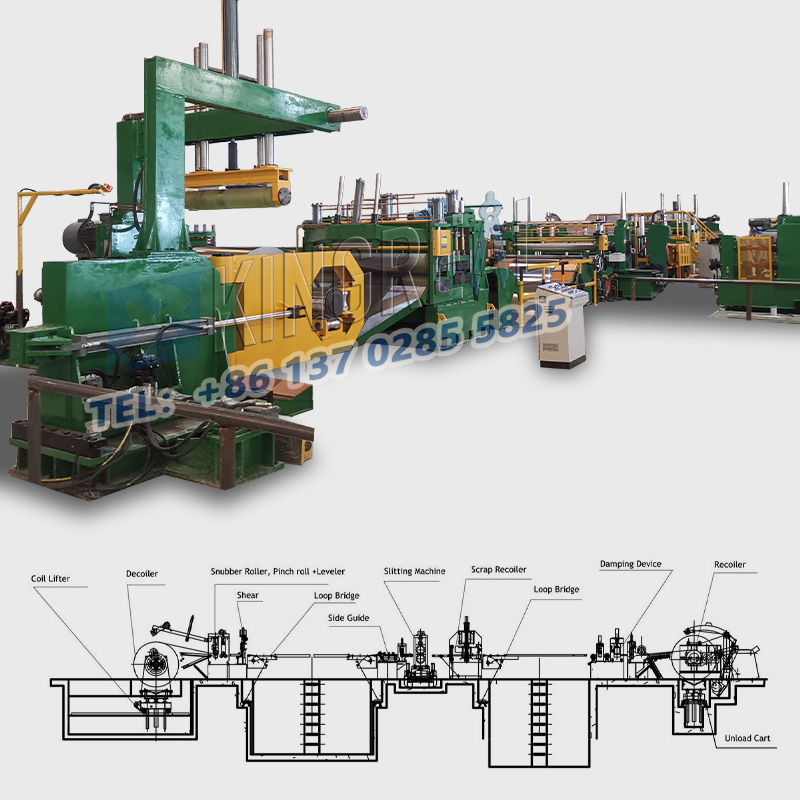
3. Bei der Herstellung und dem Betrieb der Metallschneidelinie treten bestimmte Anpassungsfehler bei der Distanzhülse, dem Messer usw. auf. Wenn die Anzahl der Teile beim Anpassen des Messers groß ist, wird der kumulative Fehler größer. Dies ist auf eine schlechte Einstellung der oberen Toleranz zurückzuführen. Sie sollten wissen, dass die Breite des von der Schneidemaschine geschnittenen Produkts immer etwas geringer ist als die Produktseitengröße des Messers. Daher ist es notwendig, den Grad dieser geringeren Toleranz im Voraus vorherzusagen. Bei der produktseitigen Abstimmung des Messers wird die Größe der Distanzhülse als Referenz ermittelt.
Auch die verwendete Schermethode sollte berücksichtigt werden. Wenn die Coil-Schneidemaschine im Vergleich dazu gerades Zugscheren anwendet, erhöht sich die Spannung des Stahlcoils, die Querverformung verschwindet und auch die Größe nimmt ab.

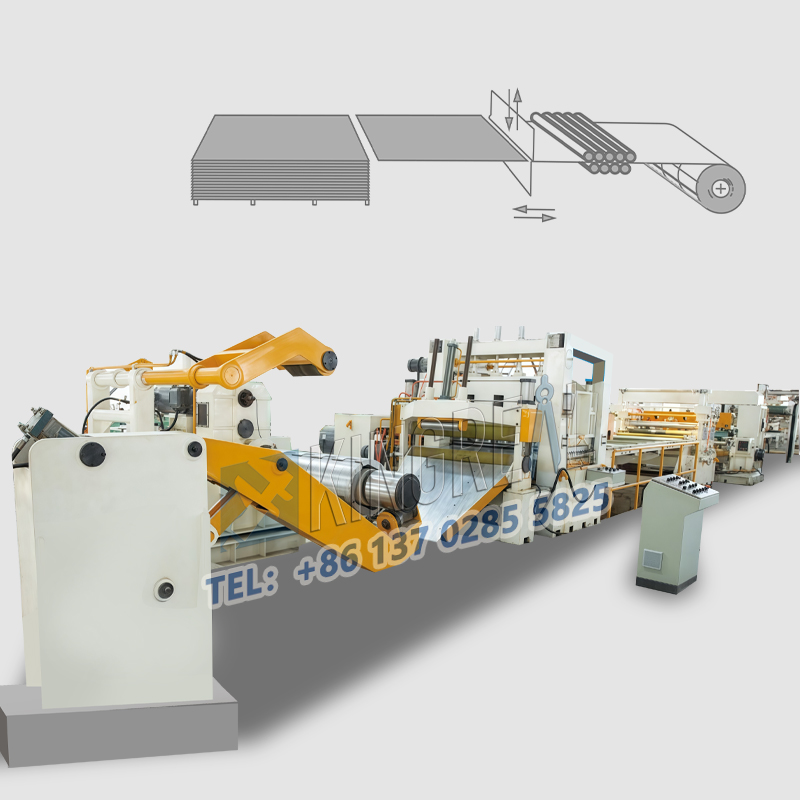
Neben der Maschine selbst bestimmen Dicke und Härte des Metallmaterials den Widerstand beim Schlitzvorgang. Dickere oder härtere Materialien sind schwieriger zu schneiden, was nach dem Schlitzen leicht zu Breitenabweichungen führen kann. Mit zunehmender Materialstärke können auch die Verformung und der Rückprall des Materials zunehmen, was sich auf die Schnittgenauigkeit auswirkt. Gleichzeitig beeinflussen die Vorschubgeschwindigkeit und der Arbeitsablauf beim Schlitzen auch die Schnittqualität. Eine zu hohe Geschwindigkeit kann zu Materialverformungen führen und die Schnittbreite beeinträchtigen. Eine zu langsame Geschwindigkeit kann zu einer verringerten Produktionseffizienz und zu Defekten auf der Materialoberfläche führen. Ob der Betriebsprozess den Spezifikationen entspricht und ob die Werkzeugeinstellung angemessen ist, hängt eng mit der Breitengenauigkeit nach dem Schneiden zusammen.
Neben der Maschine selbst bestimmen Dicke und Härte des Metallmaterials den Widerstand beim Schlitzvorgang. Dickere oder härtere Materialien sind schwieriger zu schneiden, was nach dem Schlitzen leicht zu Breitenabweichungen führen kann. Mit zunehmender Materialstärke können auch die Verformung und der Rückprall des Materials zunehmen, was sich auf die Schnittgenauigkeit auswirkt. Gleichzeitig beeinflussen die Vorschubgeschwindigkeit und der Arbeitsablauf beim Schlitzen auch die Schnittqualität. Eine zu hohe Geschwindigkeit kann zu Materialverformungen führen und die Schnittbreite beeinträchtigen. Eine zu langsame Geschwindigkeit kann zu einer verringerten Produktionseffizienz und zu Defekten auf der Materialoberfläche führen. Ob der Betriebsprozess den Spezifikationen entspricht und ob die Werkzeugeinstellung angemessen ist, hängt eng mit der Breitengenauigkeit nach dem Schneiden zusammen.