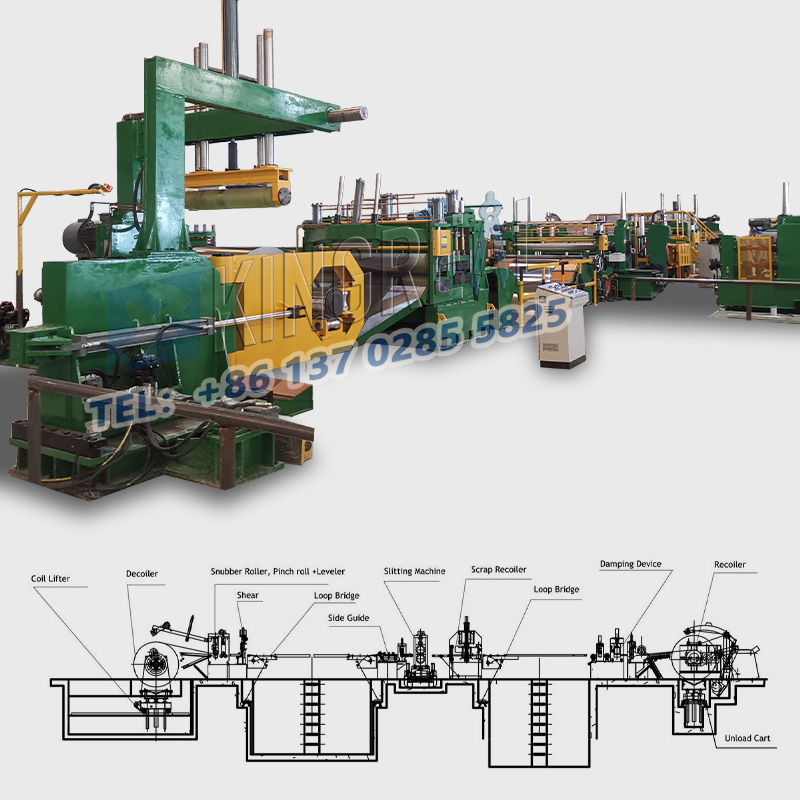
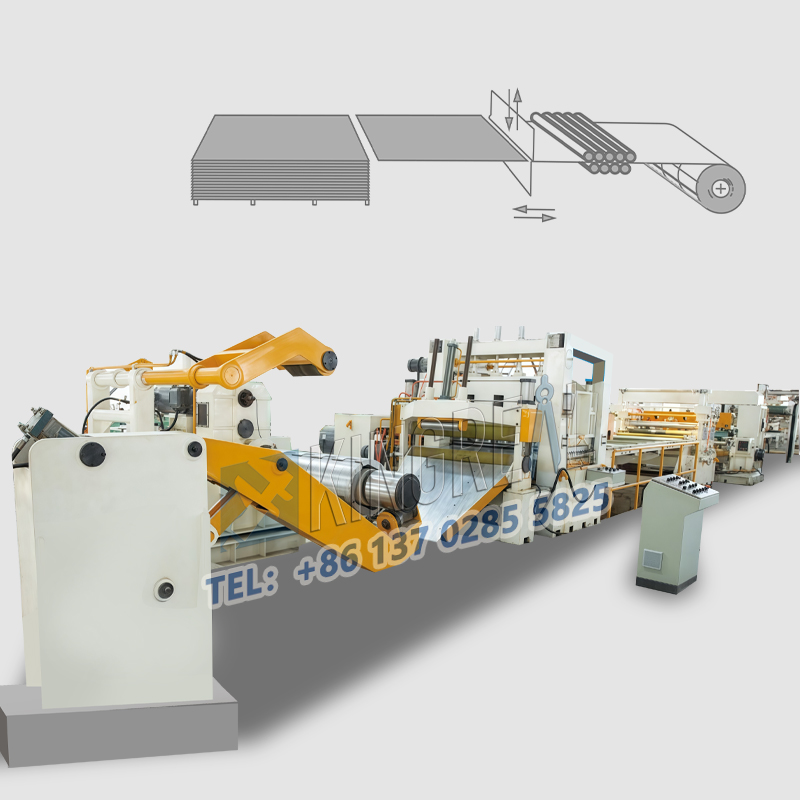
Im Bereich der MetallbandverarbeitungStahlbandschneidemaschinenwerden zum Längsschneiden von Metallspulen wie Edelstahl, Aluminium, Kohlenstoffstahl und Siliziumstahl verwendet. Die Maßgenauigkeit der schmalen Streifen, die Glätte des Schnitts und das Vorhandensein oder Nichtvorhandensein von Graten oder Wölbungen werden alle direkt durch den Abstand zwischen den oberen und unteren Messern der Stahlband-Schneidelinie bestimmt.
Im täglichen Produktionsalltag muss der Bediener immer dann, wenn sich die Dicke des verarbeiteten Coils ändert oder unterschiedliche Materialien mit unterschiedlicher Härte verwendet werden, gleichzeitig den Messerabstand der Stahlbandschneidemaschine anpassen.
Durch den richtigen Klingenabstand kann die Stahlbandschneidanlage hochpräzise schmale Streifen mit glatten, gratfreien Schnitten und gleichmäßigen Querschnittsschichten schneiden; Ungeeignete Abstandswerte führen zu zahlreichen Produktionsfehlern wie Kantenwellung, Klingenabplatzungen, Bandverbiegungen und der Ansammlung von Kantengraten. In diesem Artikel, KINGREAL STEEL SLITTER, werden praktische Erfahrungen mit Abstandsparameterstandards kombiniert, um die Einstelllogik, praktische Methoden und Parametereinstellungsspezifikationen für den Klingenabstand von Stahlbandschneidemaschinen vollständig zu erläutern.

Zusammenhang zwischen Klingenspiel und Bandpräzision in Stahlbandschneidemaschinen
Der Messerabstand einer Stahlbandschneidemaschine bezieht sich auf den radialen Spalt, der entsteht, wenn der obere und der untere Satz kreisförmiger Schermesser ineinandergreifen. Dieser Wert ist keine feste Konstante, sondern verändert sich dynamisch mit den beiden Kerngrößen der verarbeiteten Materialdicke und Härte. Diese beiden Faktoren bestimmen direkt die Schnittqualität desStahlbandschneidanlage.
1. Materialstärke
Wenn sich die Dicke des verarbeiteten Coilmaterials ändert, muss der Messerabstand der Stahlbandschneidemaschine entsprechend angepasst werden. Wenn die Stahlbandschneidanlage dicke Metallbänder verarbeitet, sollte der Messerabstand entsprechend vergrößert werden; Ein zu kleiner Abstand führt dazu, dass die Ober- und Untermesser das Blechmaterial mit Gewalt zusammendrücken, was die Belastung des Messerkörpers sofort erhöht, was leicht zum Bruch des Messers und zur Verformung der Messerwelle führen kann, was die Lebensdauer der Messer und der Spindel der Stahlbandschneidemaschine erheblich verkürzt.
Umgekehrt muss der Messerabstand verringert werden, wenn die Stahlbandschneidanlage auf die Verarbeitung dünner Materialien umstellt. Ist der Abstand zu groß, kann das Blechmaterial von den Messern nicht vollständig geschnitten werden, die Materialkanten werden beim Schervorgang eingerissen und auf beiden Seiten des fertigen Bandes entstehen zahlreiche Grate. In schweren Fällen weist das gesamte schmale Band eine Wölbung auf, wodurch die Maßtoleranzen überschritten werden und die Anforderungen der nachfolgenden Stanz-, Biege- und Umformprozesse nicht mehr erfüllt werden.
Bei extrem dünnen Metallbändern mit einer Dicke von weniger als 0,1 mm geht der theoretische Klingenspalt einer Metallschneidemaschine gegen Null und beruht auf der Mikroverzahnung der Klingen, um ein präzises Schlitzen zu erreichen.
2. Materialhärte und Zugfestigkeit
Unterschiedliche Metalle weisen erhebliche Unterschiede in der Zugfestigkeit und Härte auf, was zu völlig unterschiedlichen Messerspaltbereichen führt, die für Stahlbandschneidemaschinen geeignet sind. Materialien mit hoher Härte und hoher Zugfestigkeit, wie z. B. dicker Kohlenstoffstahl, Edelstahl und Siliziumstahl, weisen dichte Molekularstrukturen und eine größere Scherfestigkeit auf, was größere Messerabstände in Stahlbandschneidanlagen erfordert. Weiche Materialien mit geringer Festigkeit, wie Reinaluminium und dünne Aluminiumbleche, weisen eine hohe Plastizität und einen geringen Scherwiderstand auf und ermöglichen entsprechend kleinere Messerabstände in Stahlbandschneidemaschinen.
Das physikalische Prinzip des Metallspaltens besteht nicht im reinen Schneiden, sondern im teilweisen Scheren und Zugbrechen des Blechmaterials unter dem Klingendruck. Materialien mit höherer Härte weisen einen höheren Anteil an plastischem Bruch auf und erfordern größere Lücken, um einen glatten Querschnitt zu erreichen. Weiches Aluminium weist eine große plastische Verformung auf; Zu große Lücken können zu Materialextrusionen, Abplatzungen und Kräuselfehlern führen.
Standard-Einstellmethode für den Klingenabstand der Stahlband-Schneidanlage
Derzeit am meisten MainstreamStahlbandschneidemaschinenDie auf dem Markt erhältlichen Hersteller verlassen sich auf Präzisions-Unterlegscheiben, um eine präzise Steuerung des Sägeblattspalts zu erreichen. Durch das Hinzufügen oder Entfernen von Unterlegscheiben und Buchsen unterschiedlicher Dicke wird der radiale Spalt zwischen den oberen und unteren Messerwellenmessern präzise gesteuert. Der komplette Anpassungsprozess besteht aus vier Kernoperationen:
(1) Anpassen der Unterlegscheibe an den Grundspalt
Bestätigen Sie vor dem formellen Schlitzen zunächst das Material und die Dicke der Rolle, wählen Sie den Grundspaltwert gemäß der Spaltparametertabelle aus und wählen Sie dann Präzisionsunterlegscheiben der entsprechenden Dicke aus, die auf beiden Seiten der Messerwelle und der Klingen der Stahlband-Schneidelinie montiert werden sollen. Die genau abgestimmte Dicke der Unterlegscheiben sorgt dafür, dass die Messer der Stahlbandschneidemaschine gleichmäßig im Eingriff sind und verhindert so einseitiges Extrudieren, Abplatzen und Aufrollen der Kanten während des Schervorgangs. Dadurch wird der Messerverschleiß deutlich reduziert und die Lebensdauer des gesamten Messersatzes verlängert.
(2) Schleifen und Korrigieren der Konzentrizität der Klinge
Wenn die Stahlbandschneideanlage über einen längeren Zeitraum mit hoher Intensität betrieben wird und die Messer auf einer Seite anstoßen, kommt es zu einem Ungleichgewicht der Messerkonzentrizität. Selbst wenn die Spezifikationen der Unterlegscheiben korrekt sind, schwankt der Blattspalt während des Betriebs. Diese Art von Fehlfunktion kann nicht mit Unterlegscheiben korrigiert werden. Der gesamte Messersatz muss von der Messerwelle der Stahlbandschneidemaschine demontiert, an einen professionellen Schleifer zum erneuten Schleifen und Außenschleifen geschickt werden, um die Konzentrizität der Messer zu korrigieren, und dann wieder an der Stahlbandschneidelinie installiert werden, bevor der Abstand der Unterlegscheiben neu eingestellt wird.
(3) Korrektur unausgeglichener Schlitzmesserwellen
Die oberen und unteren Messerwellen der Stahlbandschneidemaschine sind über einen längeren Zeitraum Scherkräften ausgesetzt, was zu leichten Durchbiegungen und ungleichmäßigem Oberflächenverschleiß führt. Während der Wellendrehung verschiebt sich der Messerspalt periodisch, was zu Graten auf der einen Seite des fertigen Bandes und einem glatten Schnitt auf der anderen Seite führt. Um dieses Problem zu beheben, sollte die Maschine angehalten, die Schneidwellenbaugruppe der Stahlbandschneidanlage demontiert, die verschlissenen Bereiche am Wellenkörper geschliffen und korrigiert und das dynamische Gleichgewicht der Schneidwelle kalibriert werden, um durch Rotation verursachte Spaltschwankungen zu beseitigen.
(4) Stabilisierender Scherspalt mit Buchsen
Unterlegscheiben und Trennbuchsen sind wichtige Hilfskomponenten zum Einstellen des Spalts in der Stahlbandschneidemaschine. Sie sind auf beiden Seiten jeder Gruppe von Schneidmessern installiert und können die Messer präzise trennen, den Schneidspalt einer einzelnen Gruppe steuern und die horizontale Parallelität der oberen und unteren Messer aufrechterhalten. Die Dichtungen und Buchsen aus hochfestem Stahl sorgen für eine hohe Steifigkeit und verhindern, dass die Klingen nach dem Zusammenbau kratzen und kollidieren. Sie sorgen außerdem für einen gleichmäßigen Abstand zwischen den mehreren Schneidmessern auf der Schneidwelle der gesamten Stahlbandschneidanlage und sorgen so für eine gleichbleibende Schnittgenauigkeit über mehrere Streifen hinweg.
Standardeinstellungsspezifikationen für Klingenspaltparameter von Stahlbandschneidanlagen
Die zentrale Referenz für die Einstellung des Klingenspalts vonStahlbandschneidemaschinenist die Dicke, Härte und Zugfestigkeit des verarbeiteten Materials. Die folgende Tabelle zeigt den Standardspalt für verschiedene häufig verwendete Metalle, die mit Stahlbandschneidanlagen kompatibel sind:
|
Dicke |
Edelstahl |
Aluminium |
Stahl |
Kohlenstoffstahl |
Siliziumstahll |
| <0,1 mm |
0 | 0 | 0 | 0 | 0 |
| 0,1–0,4 mm |
10-15 |
8-12 |
8-12 |
14-20 |
8-10 |
| 0,5–1,0 mm |
12-18 |
10-15 |
10-15 |
18-25 | / |
| > 1,0 mm |
15-20 | 12-18 | 12-18 | 18-25 |
/ |
Das Einstellen des Messerspalts an einer Stahlbandschneidemaschine ist ein zentraler Prozess zur Kontrolle der Qualität des fertigen Coil-Schneidprodukts. Die genaue Anpassung des Spaltwerts wirkt sich direkt auf die Produktionseffizienz, den Werkzeugverschleiß und die Qualifikationsrate des fertigen Produkts der Stahlbandschneidanlage aus. Während des täglichen Betriebs der Stahlbandschneidemaschine müssen sich die Bediener die Spaltparameter entsprechend dem Material und der Dicke merken, Präzisionsbeilagen zur korrekten Einstellung verwenden und die Messer und die Messerwelle regelmäßig überprüfen, um Produktionsfehler wie Grate, Absplitterungen und Maßabweichungen zu reduzieren.
Weitere Informationen zuStahlbandschneidanlageInbetriebnahme, Werkzeugauswahl, Tipps zur Coil-Verarbeitung oder zur Anpassung vollautomatischer Stahlbandschneidemaschinen, die für Edelstahl, Kohlenstoffstahl und Aluminium geeignet sind, wenden Sie sich bitte direkt an KINGREAL STEEL SLITTER!