In der metallverarbeitenden IndustrieBlechschneidemaschinenwerden zum Längsschneiden verschiedener Metallspulen verwendet und werden häufig bei der Feinverarbeitung von Rohstoffen wie Stahl, Aluminium und Kupfer eingesetzt. Professionelle Hochleistungs-Blechschneidelinien in der Branche können Geschwindigkeiten von bis zu 230 m/min erreichen, was die Stabilität und Präzision des Hochgeschwindigkeitsbetriebs der gesamten Blechschneidemaschine gewährleistet, die Produktionseffizienz der Metallspulenverarbeitung erheblich verbessert und die Anforderungen einer groß angelegten, hochpräzisen Industrieproduktion erfüllt.
Viele Anwender legen beim Kauf und Einsatz von Blechschneideanlagen Wert auf die maximale Arbeitsgeschwindigkeit. Die tatsächliche Betriebsgeschwindigkeit einer Blechschneidemaschine ist jedoch nicht festgelegt und wird durch mehrere Faktoren eingeschränkt. Um die Hochgeschwindigkeitsleistung von 230 m/min einer Blechschneideanlage voll auszunutzen, ist es notwendig, die verschiedenen Kernfaktoren, die sich auf die Betriebsgeschwindigkeit auswirken, umfassend zu verstehen.
1) Materialstärke
Je dicker das Metallmaterial ist, desto größer sind die dafür erforderlichen Scher- und DruckkräfteBlechschneidemaschine, was zu einer höheren Belastung der Ausrüstung führt. Bei Hochgeschwindigkeitsbetrieb kann es leicht zu unvollständigem Schneiden und einer Fehlausrichtung des Bogens kommen. Daher muss bei der Verarbeitung dicker Metallspulen die Arbeitsgeschwindigkeit der Schneidmaschine reduziert werden, um die Schnittqualität sicherzustellen.
2) Materialzugfestigkeit
Hochfeste Metallmaterialien wie Edelstahl und hochfester Stahl sind hart und schwer zu schneiden, was die Schnittbelastung der Blechschneidelinien deutlich erhöht. Ein erzwungener Hochgeschwindigkeitsbetrieb beschleunigt den Verschleiß der Klinge und führt zu Gratfehlern. Daher verringert die Verarbeitung hochfester Materialien direkt die maximale sichere Betriebsgeschwindigkeit der Blechschneidemaschine.
3) Oberflächenreibung
Schwankungen in der Glätte und Textur der Metallspulenoberflächen wirken sich direkt auf die Bandspannung und Zugkraft beim Längsschneiden aus. Übermäßige Reibung kann zum Blockieren des Bandes führen, während unzureichende Reibung zum Durchrutschen des Bandes führen kann. Beides beeinträchtigt die Stabilität der Blechschneideanlage bei hohen Geschwindigkeiten.
4) Materialqualität
Wenn das Metallband eine ungleichmäßige Dicke oder Oberflächenfehler wie Kratzer, Beulen oder Falten aufweist, treten beim Hochgeschwindigkeitsschneiden durch die Blechschneidelinie ungleichmäßige Kräfte auf. Um Ausschuss zu vermeiden und die Schneidwerkzeuge zu schützen, reduziert der Bediener proaktiv die Geschwindigkeit der Blechschneidemaschine, was die Produktionseffizienz erheblich einschränkt.
1) Klingenschärfe
Eine stumpfe Klinge auf derBlechschneidanlageErhöht die Schnittreibung deutlich und erzeugt beim Betrieb große Wärmemengen. Dies führt nicht nur zu Graten und Verformungen an den Blechkanten, sondern erhöht auch die Betriebsbelastung der Anlage, wodurch die Geschwindigkeit der Blechschneidemaschine zwangsweise begrenzt wird. Nur wenn eine scharfe und intakte Klinge erhalten bleibt, kann die Schneidemaschine kontinuierlich mit hoher Geschwindigkeit arbeiten.
2) Motorleistung
Die Motorleistung beeinflusst die Leistungsabgabe der Blechschneidelinie. Die Leistung der Auf- und Abwickelmotoren bestimmt direkt die maximale Zugkraft der Anlage. Unzureichende Leistung kann die Spannungsregelung des Bandes bei hohen Geschwindigkeiten nicht unterstützen, wodurch die Betriebsgeschwindigkeit der Blechschneidemaschine direkt begrenzt wird.
1) Spannungskontrolle
BlechschneidemaschinenAusgestattet mit präzisen automatischen Spannungskontrollsystemen kann die Bandspannung in Echtzeit dynamisch angepasst werden, wodurch Probleme wie Banddurchhang, Zug und Fehlausrichtung aufgrund von Spannungsschwankungen beseitigt werden und sichergestellt wird, dass die Blechschneidelinie einen stabilen Hochgeschwindigkeits-Betriebszustand beibehält.
2) Genauigkeit der Kernausrichtung
Eine schlechte Kernausrichtung in der Blechschneidemaschine führt zu ungleichmäßiger Wicklung und ungleichmäßiger Spannung des Rollenmaterials. Bei Hochgeschwindigkeitsbetrieb kann dies leicht zu einer Fehlausrichtung der Walzen und einem Zusammenbruch der Walzen führen, wodurch die Anlage langsamer wird oder sogar anhält.
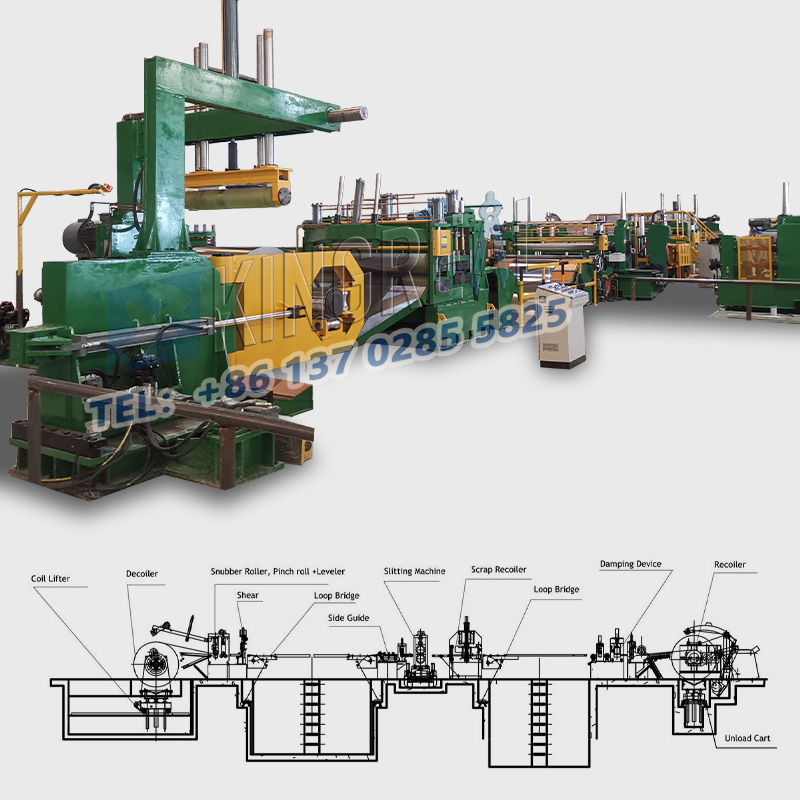
Der größte Faktor, der die Gesamtproduktionseffizienz einschränktBlechschneidemaschinenist nicht die Schnittgeschwindigkeit, sondern die produktionsfreie Zeit. Herkömmliche Blechschneidelinien sind zeitaufwändig und neigen zu Ausfallzeiten beim Beladen, Schneidenwechsel und Entladen, was die Gesamtkapazität erheblich verringert. Um dieses Problem der Branche anzugehen, hat KINGREAL STEEL SLITTER das strukturelle Design der Blechschneidemaschine speziell optimiert und so die produktionsfreie Zeit umfassend verkürzt.
1) Ladevorgang
KINGREAL STEEL SLITTER kann Blechschneidelinien mit mehreren Lagerplattformen ausstatten. Nachdem die Blechschneidemaschine die Verarbeitung der aktuellen Materialrolle abgeschlossen hat, kann die Lagerplattform neue Rollen schnell zum Arbeitstisch transportieren, sodass keine längeren Maschinenstillstandszeiten beim Warten auf die Beladung erforderlich sind. Gleichzeitig können Bediener neue Rollen zur späteren Verwendung auf eine freie Lagerplattform heben. Der gesamte Prozess läuft reibungslos ab, wodurch sich die Lade- und Wartezeiten der Blechschneidelinie erheblich reduzieren.
2) Klingenwechsel
Die Blechschneidemaschine verfügt über eine doppelte Schneidkopfstruktur. Während ein Schneidkopf mit hoher Geschwindigkeit arbeitet, können Bediener die Messer am anderen Schneidkopf offline wechseln, einstellen und kalibrieren.
3) Entladen
Die Blechschneidelinie KINGREAL STEEL SLITTER ist mit einem Klavierwagen und einem kreuzförmigen Drehkreuz-Coil-Lagerarm ausgestattet. Nachdem die Blechschneidemaschine mit dem Schneiden der Materialrolle fertig ist, transportiert der Klavierwagen das fertige Blech schnell zum Spulenlagerarm mit Kreuzdrehkreuz, wo es offline verpackt und gelagert wird. Anschließend wird der Wagen schnell zurückgesetzt und ist bereit, die Blechschneidelinie in der nächsten Produktionsrunde zu unterstützen. Der gesamte Prozess erfordert keine Maschinenstillstände während des Wartens auf die Entladung.
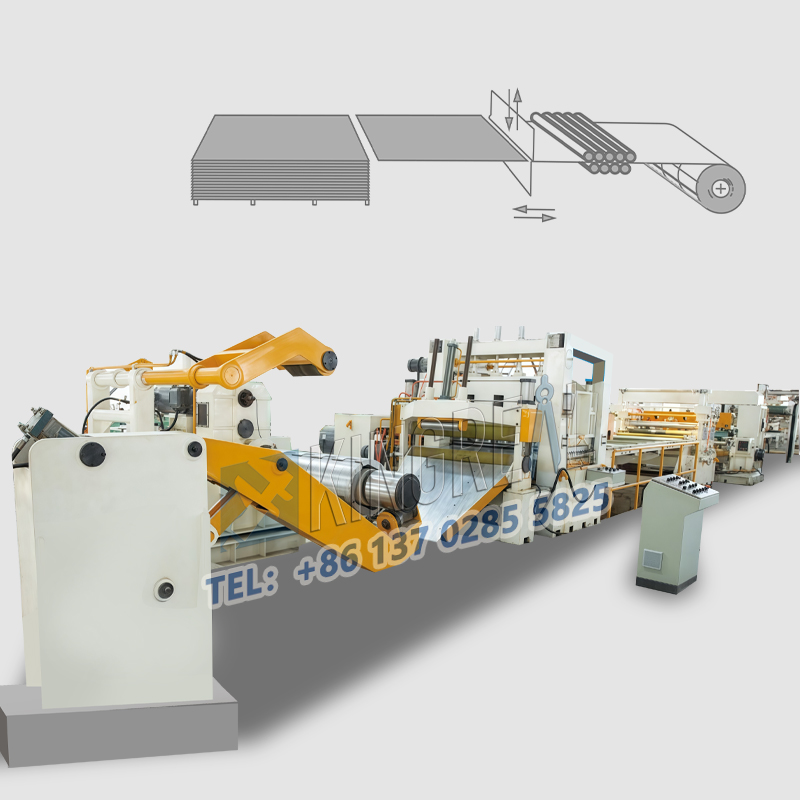
Als leistungsstarke Verarbeitungsanlage ist der KINGREAL STEEL SLITTERBlechschneidemaschineverfügt über eine maximale stabile Betriebsgeschwindigkeit von 230 m/min. Es ist äußerst anpassungsfähig und kann verschiedene Metallspulen effizient schneiden, darunter Edelstahl, verzinktes Blech, kaltgewalztes Kupferband und Aluminiumband. Bediener können die Kombination der Hauptmesser und Abstandshalter der Blechschneidelinie flexibel an die Produktionsanforderungen anpassen und fertige Coils unterschiedlicher Breite verarbeiten. Durch einen präzisen Spannvorgang wird anschließend eine perfekte Umwicklung des Bleches erreicht.
Während die Blechschneidemaschine KINGREAL STEEL SLITTER eine ultrahohe Produktionsgeschwindigkeit von 230 m/min erreicht, hält sie hochpräzise Schneidstandards ein, gleicht Produktionseffizienz und Endproduktqualität aus und passt sich perfekt an verschiedene hochpräzise, großvolumige Verarbeitungsszenarien von Metallspulen an.
Für individuelle Anforderungen an eine Hochgeschwindigkeits- und Hochpräzisions-Blechschneidanlage wenden Sie sich bitte direkt an KINGREAL STEEL SLITTER!